一种核用铅铋合金的制备方法及冒口锭模与流程
本发明属于金属材料加工,特别是涉及一种核用铅铋合金的制备方法及冒口锭模。
背景技术:
1、目前,铅铋快堆作为第四代核能系统优选堆型,固有安全性好,且易实现小型化、模块化建造,应用前景广阔。铅铋合金作为反应堆冷却剂,热膨胀性能好,易于实现自然循环,该特性对于事故工况下堆芯余热的导出具有非常重要的安全意义。而针对铅铋合金的制备技术,由于在快堆运行过程中需要严格控制铅铋合金中的氧含量,为了能够稳定控制氧含量,所以目前主流工艺采用真空熔炼工艺。
2、现有制备铅铋合金的技术中,专利cn102304632a未能提出有效解决缩孔的方法,无法保证最终得到内部致密的铅铋合金;而专利cn107574323a存在惰性气体消耗量大、机械设计复杂的缺点,另外由于铅铋合金在熔融状态下对钢铁具有腐蚀性,长期与铅铋合金熔融体接触的结构部件存在易损坏的风险,无法保证稳定控制氧含量。
技术实现思路
1、本发明公开了一种核用铅铋合金的制备方法及冒口锭模,以解决现有技术的上述以及其他潜在问题中任一问题。
2、为达到上述目的,本发明的技术方案是:一种核用铅铋合金的制备方法,该方法具体包括以下步骤:
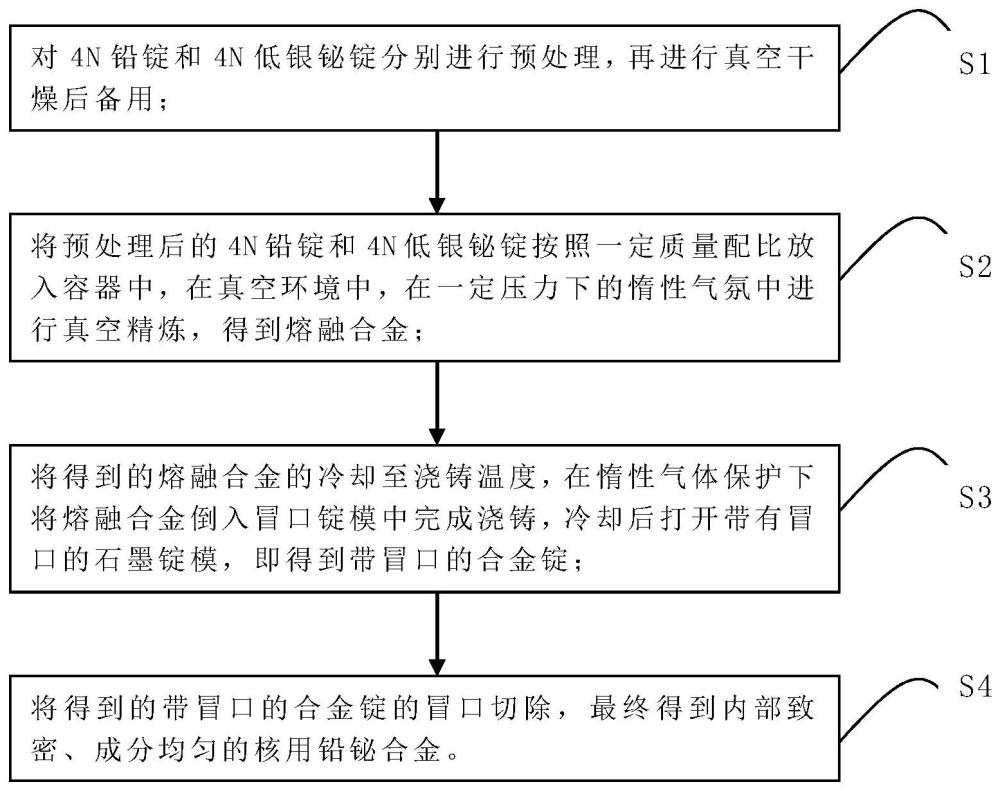
3、s1)对4n铅锭和4n低银铋锭分别进行预处理,再进行真空干燥后备用;
4、s2)将s1)预处理后的4n铅锭和4n低银铋锭按照一定质量配比放入容器中,在真空环境中,在一定压力下的惰性气氛中进行真空精炼,得到熔融合金;
5、s3)将s2)得到的熔融合金的冷却至浇铸温度,在惰性气体保护下将熔融合金倒入冒口锭模中完成浇铸,冷却后打开带有冒口的石墨锭模,即得到带冒口的合金锭;
6、s4)将s3)得到的带冒口的合金锭的冒口切除,最终得到内部致密、成分均匀的核用铅铋合金。
7、进一步,所述s1)的具体工艺为:
8、s1.1)分别选取4n铅锭和4n低银铋锭;
9、s1.2)将s1.1)选取的4n铅锭和4n低银铋锭分别放置在一定浓度的稀硝酸中加热至一定的温度下,浸泡一定的时间;
10、s1.3)再将s1.2)处理后的4n铅锭和4n低银铋锭分别在纯水中泡洗,泡洗后真空干燥。
11、进一步,所述s1.2)的工艺参数为:
12、稀硝酸浓度为:5g/l-10g/l,加热温度为:30℃-50℃,浸泡时间为:10-60min。
13、进一步,所述s2)的具体步骤为:
14、s2.1)将4n铅锭和4n低银铋锭质量比44.5:55.5分别称取,备用;
15、s2.2)采用4n低银铋锭在下4n铅锭在上的放置方式置于真空熔炼炉的感应坩埚中,抽真空度至1pa-10pa,充入惰性气体,压力控制为20kpa-50kpa;
16、s2.3)真空精炼,精炼温度为250-300℃,精炼时间为10min-60min。
17、进一步,所述惰性气体为氩气或氮气。
18、进一步,所述s3)中的温度为:220℃-250℃;惰性气氛为氩气或氮气。
19、进一步,所述s3)中的冒口锭模的材质为石墨。
20、本发明的另一目的提供上述方法中的一种冒口锭模,该冒口锭模为双开模具,半边一体成型,通过设置松紧螺纹孔和配合凹凸实现双开模具的快速开模和闭模,
21、且所述模具上端的外侧壁上设置有用于搬运的外延托手;
22、所述模具的内部从上到下依次为:冒口内腔和主体内腔。
23、进一步,所述冒口内腔呈倒圆锥台形,所述主体内腔呈圆柱形,且呈倒圆锥台形的所述冒口内腔与呈圆柱形的所述主体内腔连接的一端直径相等,另一端的端部直径为所述主体内腔直径的1.5倍;
24、所述主体内腔的高度为冒口内腔的高度的1.5倍。
25、进一步,所述冒口内腔和主体内腔的内表面的粗糙度ra≤5。
26、本发明的有益效果是:由于采用上述技术方案,本发明的制备方法通过对原料的预处理,配合精炼工艺和石墨材质的冒口锭模的有效解决的合金在制备过程的缩孔和腐蚀模具的问题,最终得到内部致密、成分均匀的铅铋合金,适合大范围推广。
技术特征:
1.一种核用铅铋合金的制备方法,其特征在于,所述方法具体包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述s1)的具体工艺为:
3.根据权利要求2所述的方法,其特征在于,所述s1.2)的工艺参数为:
4.根据权利要求1所述的方法,其特征在于,所述s2)的具体步骤为:
5.根据权利要求4所述的方法,其特征在于,所述惰性气体为氩气或氮气。
6.根据权利要求1所述的方法,其特征在于,所述s3)中的温度为:220℃-250℃;惰性气氛为氩气或氮气。
7.根据权利要求1所述的方法,其特征在于,所述s3)中的冒口锭模的材质为石墨。
8.一种冒口锭模,其特征在于,所述冒口锭模为双开模具,半边一体成型,通过设置松紧螺纹孔和配合凹凸实现双开模具的快速开模和闭模,
9.根据权利要求8所述的冒口锭模,其特征在于,所述冒口内腔呈倒圆锥台形,所述主体内腔呈圆柱形,且呈倒圆锥台形的所述冒口内腔与呈圆柱形的所述主体内腔连接的一端直径相等,另一端的端部直径为所述主体内腔直径的1.5倍;
10.根据权利要求8所述的冒口锭模,其特征在于,所述冒口内腔和主体内腔的内表面的粗糙度ra≤5。
技术总结
本发明涉及金属材料加工技术领域,特别是涉及一种核用铅铋合金的制备方法及冒口锭模。该方法具体包括以下步骤:以4N铅锭和4N低银铋锭为原料,酸洗干燥后将两者以一定的质量配比加入到真空熔炼炉中,然后抽真空至一定的真空度,再通入一定压力的惰性气体,之后再打开感应加热和感应搅拌,待化料后继续保温精炼一段时间,最后在一定温度下将熔融合金倒入带冒口设计的锭模中,冷却一段时间后取出铅铋合金铸锭,再切去缩孔冒口,最终得到内部致密、成分均匀的核用铅铋合金产品。
技术研发人员:胡鹏举,吴俊杰,邹啸风,徐桂宵,李诵斌,李阁平
受保护的技术使用者:江西铜业技术研究院有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!