一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法
本发明涉及金属连铸,具体为一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法。
背景技术:
1、鼓肚作为铸坯中常见的缺陷之一,它的出现往往会造成结晶器液面波动的加剧,塞棒自动控制效果大幅下降,恶化铸坯质量。同时迫使铸机通过降低拉速来维持浇铸,这给浇铸安全、铸坯质量控制、生产节奏及产能带来了严重的影响。
2、随着直弧形连铸机被广泛应用,在铸坯生产过程中,结晶器内钢液冷却凝固后形成铸坯,但此时的铸坯内部仍然存在一定的液相区。随着铸坯从结晶器内被拉出后必然经过扇形段,由于此时铸坯的凝固坯壳厚度相对较小,在钢水静压力的作用下,坯壳在扇形段的导辊之间产生突起,从而形成了铸坯的鼓肚。特别是在包晶钢生产过程中,包晶反应会造成铸坯的坯壳收缩,而二冷区通常采用弱冷模式,坯壳的表面温度相对较高,其中坯壳薄弱部分在扇形段辊间的鼓肚变形要远大于坯壳的正常部分。
3、在正常浇铸过程中,铸坯坯壳均匀生长,其能够抵抗钢水静压力而不出现明显的铸坯变形。当铸坯发生鼓肚,由于坯壳内部容积增大使得结晶器液面下降。当鼓肚经过某对导辊时,在导辊间外力的作用下被压回,铸坯内部的钢液受到力的作用而朝着与拉坯相反的方向运动,导致结晶器液面上升。如此循环,在钢水静压力和导辊的综合作用下,使得结晶器液面出现了一定幅度的周期性波动,影响结晶器稳定。目前针对生产过程中铸坯鼓肚的监测并不完善,在连铸过程中不能快速准确的对鼓肚现象进行识别,这极大的限制了防鼓肚模型的应用效果。
技术实现思路
1、为解决现有技术存在的问题,本发明的主要目的是提出一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法。
2、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
3、一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法,包括如下步骤:
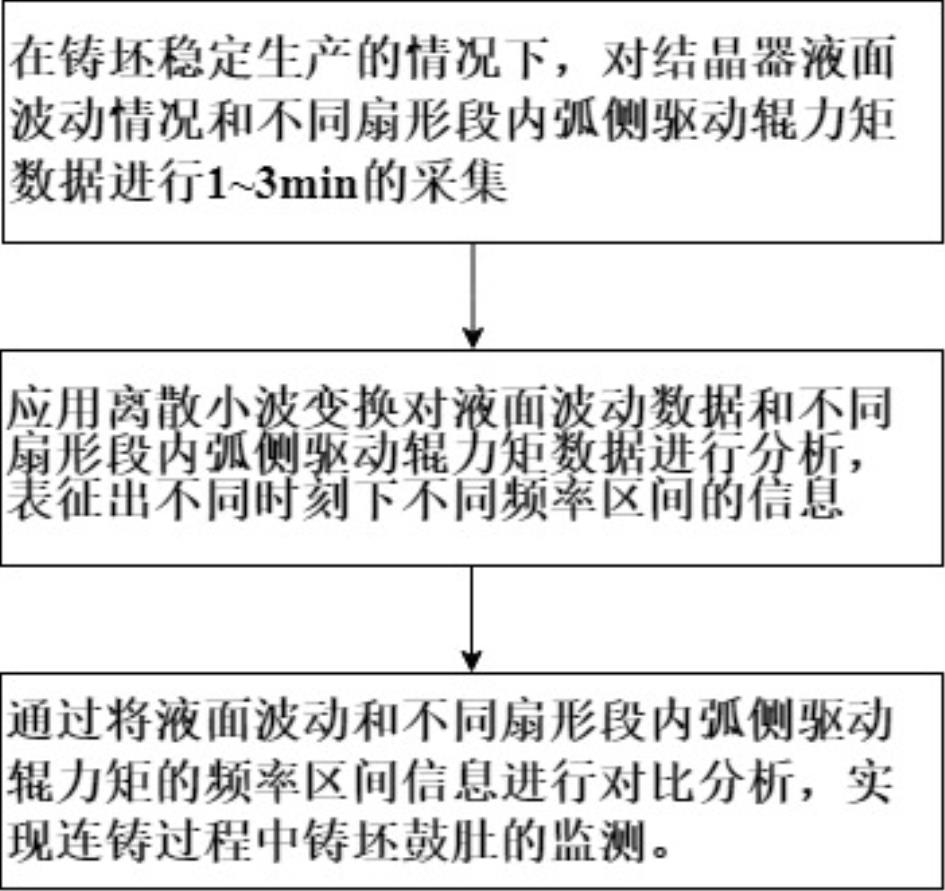
4、s1、在铸坯稳定生产的情况下,为了对鼓肚现象快速做出反应,结合离散小波低频段细划分的特点,对结晶器液面波动数据和不同扇形段内弧侧驱动辊力矩数据进行1~3min的采集即可;
5、s2、应用离散小波变换对液面波动数据和不同扇形段内弧侧驱动辊力矩数据进行分析,表征出不同时刻下不同频率区间的信息;
6、s3、通过将液面波动和不同扇形段内弧侧驱动辊力矩的频率区间信息进行对比分析,实现连铸过程中铸坯鼓肚的监测。
7、作为本发明所述的一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法的优选方案,其中:所述步骤s3之后还包括,
8、s4、若监测结果为连铸过程中铸坯未出现鼓肚,则返回步骤s1;
9、若监测结果为连铸过程中铸坯出现鼓肚,则通过防鼓肚模型对铸坯鼓肚进行调控。
10、作为本发明所述的一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法的优选方案,其中:所述步骤s1中,铸坯稳定生产的情况包括连铸过程中拉速不变、结晶器未进行在线调宽、塞棒无异常涨棒和涮棒现象。
11、作为本发明所述的一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法的优选方案,其中:所述步骤s1中,数据采集区间内采集频率保持不变,采集频率不超过10hz,可满足对鼓肚现象的检测。
12、作为本发明所述的一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法的优选方案,其中:所述步骤s2中,离散小波变换的表达式为:
13、 (1)
14、式中,为对于波动数据的离散小波转换;
15、为结晶器波动数据;
16、为小波基函数;
17、j为尺度;
18、k为平移因子;
19、t为时间节点。
20、作为本发明所述的一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法的优选方案,其中:所述步骤s2中,液面波动数据和不同扇形段内弧侧驱动辊力矩数据的频率区间划分是一致的。
21、作为本发明所述的一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法的优选方案,其中:所述步骤s3中,监测结果包括连铸过程中铸坯是否出现鼓肚、连铸过程中铸坯出现鼓肚的时间。
22、作为本发明所述的一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法的优选方案,其中:所述步骤s3中,液面波动数据和不同扇形段内弧侧驱动辊力矩数据的主要频率区间相同,则认为连铸过程中铸坯出现鼓肚。其中,在所划分的不同的频率区间中,具有明显起伏的曲线所对应的频率区间被认定为主要频率区间。
23、作为本发明所述的一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法的优选方案,其中:所述步骤s4中,对主要频率区间对应的曲线进行傅里叶变换后,获得最大幅值所对应频率,将该频率输入到防鼓肚模型从而通过防鼓肚模型对铸坯鼓肚进行及时调控。
24、本发明的有益效果如下:
25、本发明提出一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法,通过对结晶器液面波动数据和扇形段内弧侧驱动辊力矩数据进行采集,应用离散小波变换方法,对液面波动数据和扇形段内弧侧驱动辊力矩数据进行分析,不仅可以监测铸坯是否发生鼓肚现象,还可以监测铸坯发生鼓肚现象的时间,可实现连铸过程中铸坯鼓肚的准确监测,提高防鼓肚模型的调控效果,有利于连铸生产的稳定和铸坯缺陷的控制。
技术特征:
1.一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,所述步骤s3之后还包括,
3.根据权利要求1所述的采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,所述步骤s1中,铸坯稳定生产的情况包括连铸过程中拉速不变、结晶器未进行在线调宽、塞棒无异常涨棒和涮棒现象。
4.根据权利要求1所述的采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,所述步骤s1中,数据采集区间内采集频率保持不变。
5.根据权利要求1所述的采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,所述步骤s2中,离散小波变换的表达式为:
6.根据权利要求1所述的采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,所述步骤s2中,液面波动数据和不同扇形段内弧侧驱动辊力矩数据的频率区间划分是一致的。
7.根据权利要求1所述的采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,所述步骤s3中,监测结果包括连铸过程中铸坯是否出现鼓肚、连铸过程中铸坯出现鼓肚的时间。
8.根据权利要求1所述的采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,所述步骤s3中,液面波动数据和不同扇形段内弧侧驱动辊力矩数据的主要频率区间相同,则认为连铸过程中铸坯出现鼓肚。
9.根据权利要求1所述的采用离散小波变换监测连铸过程中铸坯鼓肚的方法,其特征在于,所述步骤s4中,对主要频率区间对应的曲线进行傅里叶变换后,通过防鼓肚模型对铸坯鼓肚进行调控。
技术总结
本发明属于金属连铸技术领域,具体为一种采用离散小波变换监测连铸过程中铸坯鼓肚的方法,通过对结晶器液面波动数据和扇形段内弧侧驱动辊力矩数据进行采集,应用离散小波变换方法,对液面波动数据和扇形段内弧侧驱动辊力矩数据进行分析,不仅可以监测铸坯是否发生鼓肚现象,还可以监测铸坯发生鼓肚现象的时间,可实现连铸过程中铸坯鼓肚的准确监测,提高防鼓肚模型的调控效果,有利于连铸生产的稳定和铸坯缺陷的控制。
技术研发人员:崔衡,王振东,单庆林,潘宏伟,路博勋,孟庆勇,石晓伟,温巨文
受保护的技术使用者:北京科技大学
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!