一种铝板轧机工作辊及其热处理方法与流程
本发明涉及大型锻钢工作辊,特别涉及一种铝板轧机工作辊及其热处理方法。
背景技术:
1、轧辊是轧钢设备中的重要备件,辊身表面承受长时间摩擦磨损、接触应力和激冷激热造成的疲劳现象等,要求其辊身工作层具有优良的耐磨性、较高的接触疲劳强度、抗折断性等,cr5锻钢因其较高的合金含量而拥有优越的淬硬性、淬透性以及良好的耐磨性和抗断裂性,成为铝板轧机工作辊产品主流材料。
2、铝板轧机工作辊最终热处理是对辊身部位的表面淬火+回火热处理,它是决定轧辊工作层组织、硬度、应力分布和使用性能的关键工序,现有的铝板轧机工作辊主要由以下三种工艺形式:差温热处理、台车炉不透烧整体加热淬火、工频感应加热淬火。现有的大型铝板轧机工作辊热处理制造存在以下难点:(1)铝板轧机工作辊辊身直径小、长度大,长径比高达3.5以上,现有工频感应设备高度低于工件长度,无法生产。(2)采用台车炉不透烧方法,因工件受热不均而无法保证辊身硬度均匀性要求。采用传统差温炉加热工艺方法,辊身内外不易达到较大温差,从而造成辊身横截面淬硬层深度过深,引起过大残余应力,抗事故性差。
技术实现思路
1、鉴于上述情况,本发明旨在提供一种铝板轧机工作辊及其热处理方法,用于解决现有铝板轧机工作辊热处理过程中硬度均匀性不好控制、淬硬层深度过深、抗事故性差的问题之一。
2、本发明的目的主要是通过以下技术方案实现的:
3、本发明提高了一种铝板轧机工作辊的热处理方法,铝板轧机工作辊的热处理方法包括:
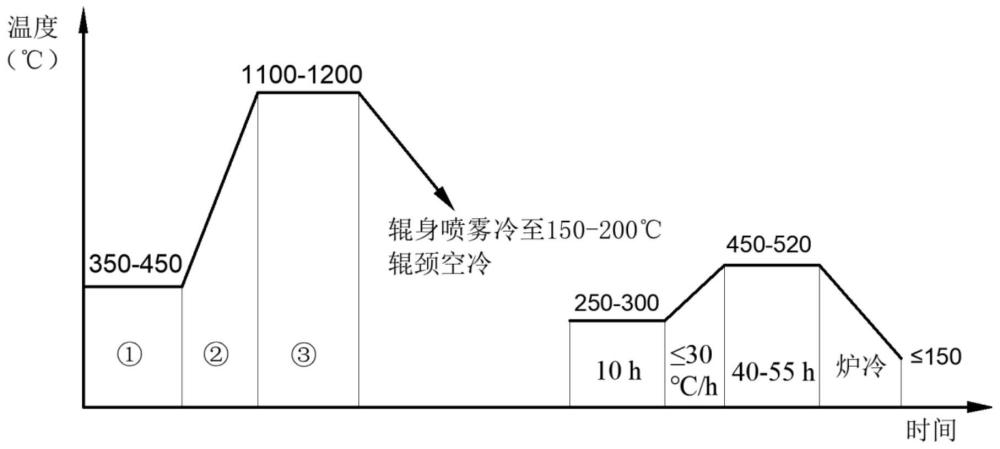
4、步骤1、将铝板轧机工作辊整体预热;
5、步骤2、将铝板轧机工作辊转入差温炉内,只对辊身加热,快速使炉温迅速升温到1120~1200℃,升温速率为500~800℃/h;
6、步骤3:在1120~1200℃保温,时间为60~90min;然后对辊身喷雾冷却。
7、进一步的,铝板轧机工作辊的辊身直径d为650~900mm,辊身长度为2300~3300mm。
8、进一步的,铝板轧机工作辊的辊身的长径比为3.5以上。
9、进一步的,步骤1中,将铝板轧机工作辊在500~600℃整体预热。
10、进一步的,步骤1中,保温时间为2d/100,其中,d为辊身直径,d的单位为mm,保温时间的单位为h。
11、进一步的,步骤3中,保温时间为d/10-5,其中,d为辊身直径,d的单位为mm,保温时间的单位为min。
12、进一步的,步骤3中,对辊身喷雾冷却至150~200℃后进行回火处理。
13、进一步的,步骤2中,升温速率为572~742℃/h。
14、进一步的,铝板轧机工作辊的组分以质量百分比计包括:c0.4%~0.6%,si0.4%~0.8%,mn 0.4%~0.8%,cr 4.5%~5.5%,mo0.4%~0.8%,ni 0.2%~0.6%,v0.1%~0.3%,余量为fe及不可避免的杂质。
15、本发明还提供了一种铝板轧机工作辊,采用上述的热处理方法制备得到。
16、与现有技术相比,本发明有益效果如下:
17、a)本发明的铝板轧机工作辊的热处理方法中通过淬火工艺中加快升温速度,有效缩短热传导时间,使工作辊的内部温度尽量低,以保证辊身内外达到较大温差,以达到精确控制淬硬层深度为35~50mm的目的。
18、b)本发明的铝板轧机工作辊的热处理方法中通过控制精确的预热温度,不仅使工件进入塑性状态而承受后续的快速加热,且需使心部温度尽量低而达到内外温差大的效果。
19、c)本发明的铝板轧机工作辊的热处理方法中通过提高炉温温度、缩短保温时间,在工作层深内的温度达到设定的淬火温度的情况下,使工件内部温度尽量低,以达到精确控制淬硬层深度的目的。
20、d)本发明的铝板轧机工作辊的辊身硬度为70~80hsd,例如72~80hsd;辊身硬度均匀性好,不同位置硬度差≤3hsd,例如不同位置硬度差≤2hsd;淬硬层深度合适,为35~50mm;工作层深度处硬度降低≤2hsd,抗事故性好。
21、e)本发明的铝板轧机工作辊的晶粒细小均匀,晶粒度达到5.5级以上。
22、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的内容来实现和获得。
技术特征:
1.一种铝板轧机工作辊的热处理方法,其特征在于,所述铝板轧机工作辊的热处理方法包括:
2.根据权利要求1所述的铝板轧机工作辊的热处理方法,其特征在于,所述铝板轧机工作辊的辊身直径d为650~900mm,辊身长度为2300~3300mm。
3.根据权利要求1所述的铝板轧机工作辊的热处理方法,其特征在于,所述铝板轧机工作辊的辊身的长径比为3.5以上。
4.根据权利要求1所述的铝板轧机工作辊的热处理方法,其特征在于,所述步骤1中,将铝板轧机工作辊在500~600℃整体预热。
5.根据权利要求4所述的铝板轧机工作辊的热处理方法,其特征在于,所述步骤1中,保温时间为2d/100,其中,d为辊身直径,d的单位为mm,保温时间的单位为h。
6.根据权利要求1所述的铝板轧机工作辊的热处理方法,其特征在于,所述步骤3中,保温时间为d/10-5,其中,d为辊身直径,d的单位为mm,保温时间的单位为min。
7.根据权利要求1所述的铝板轧机工作辊的热处理方法,其特征在于,所述步骤3中,对辊身喷雾冷却至150~200℃后进行回火处理。
8.根据权利要求1所述的铝板轧机工作辊的热处理方法,其特征在于,所述步骤2中,升温速率为572~742℃/h。
9.根据权利要求1至8任一项所述的铝板轧机工作辊的热处理方法,其特征在于,所述铝板轧机工作辊的组分以质量百分比计包括:c0.4%~0.6%,si 0.4%~0.8%,mn 0.4%~0.8%,cr 4.5%~5.5%,mo0.4%~0.8%,ni 0.2%~0.6%,v 0.1%~0.3%,余量为fe及不可避免的杂质。
10.一种铝板轧机工作辊,其特征在于,采用权利要求1至9任一项所述的热处理方法制备得到。
技术总结
本发明公开了一种铝板轧机工作辊及其热处理方法,属于大型锻钢工作辊技术领域,解决了现有技术中铝板轧机工作辊热处理过程中硬度均匀性不好控制、淬硬层深度过深、抗事故性差的问题之一。铝板轧机工作辊的热处理方法包括:步骤1、将铝板轧机工作辊整体预热;步骤2、将铝板轧机工作辊转入差温炉内,只对辊身加热,快速使炉温迅速升温到1120~1200℃,升温速率为500~800℃/h;步骤3:在1120~1200℃保温,时间为60~90min;然后对辊身喷雾冷却。本发明的方法制备得到的铝板轧机工作辊的硬度均匀性好,淬硬层深合适,抗事故性好。
技术研发人员:王大鹏,傅万堂,白兴红,赵席春,郭峰,李姣,南玉静,赵德利
受保护的技术使用者:天津重型装备工程研究有限公司
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!