盘条及其制备方法和应用、夹片及其制备方法与流程
本发明涉及钢铁冶炼,具体而言,涉及一种盘条及其制备方法和应用、夹片及其制备方法。
背景技术:
1、夹片是一种用于夹持钢绞线的结构,主要应用于铁路、桥梁工程等领域,随着钢绞线强度的不断提高,夹片的性能要求也进一步提高。目前夹片的加工原料主要有两种,分别是棒材或是盘条。使用棒材的加工工艺流程:棒材-下料-退火-酸洗磷化-冷镦毛坯-车磨加工-渗氮碳处理-淬火处理工序,由于棒材的硬度高,≥100hrb,材料的冷加工性能差,需要增加工艺提高棒材的冷加工性能才能用于制备夹片,导致棒材制备夹片的生产流程长,材料损耗大,成本高。而目前的盘条在制备夹片的过程中,需要先冷拉拔成精线后再冷镦冷挤压成型获得夹片毛坯,其中,冷拉拔和冷镦冷挤压成型的过程都对盘条的冷加工性能有较高要求,为了保证夹片的冷加工变形工序顺利进行,需要在冷拉拔和冷镦冷挤压成型之前均进行球化退火,而每一次的球化退火后需要增加一次酸洗工艺和磷化工艺,增加夹片的生产周期,增加酸洗液的处理量和排放量。此外,现有的盘条还存在不易冷拉拔,在冷拉拔的过程中出现裂纹和断裂等问题,影响后续加工进度和产品质量。
2、鉴于此,特提出本发明。
技术实现思路
1、本发明的目的在于提供一种盘条及其制备方法和应用、夹片及其制备方法。
2、本发明是这样实现的:
3、第一方面,本发明提供一种盘条,元素组成按重量百分比计包括:c:0.17~0.20%、si:0.17~0.20%、mn:1.00~1.10%、cr:0.95~1.05%、v:0.002~0.010%、ti:0.04~0.06%、nb:0.002~0.010%、als:0.010~0.020%、p≤0.020%、s≤0.020%、ni:0.01~0.15%、cu:0.01~0.10%、n:0.003~0.070%,bai=mn+1.5×cr+5×nb+5×v+10×ti≤3.52%,其余为铁和不可避免的杂质。
4、第二方面,本发明提供一种如前述实施方式任一项的盘条的制备方法,包括将原料按元素比例混合后冶炼获得洁净钢水,再将洁净钢水连铸制得连铸坯,将连铸坯加热后轧制,制得盘条。
5、第三方面,本发明提供一种夹片,由前述实施方式任一项的盘条或如前述实施方式任一项的制备方法获得的盘条制得。
6、第四方面,本发明提供一种夹片的制备方法,包括将盘条依次进行冷拉拔、球化退火、酸洗、磷化、连续冷镦冷挤压成型、车钻机加工和渗碳热处理。
7、第五方面,本发明提供一种如前述实施方式的盘条在制备冷加工变形量的钢铁制品中的应用。
8、本发明具有以下有益效果:
9、通过控制盘条中的元素组成,利用钢中的锰、铬合金元素的强化作用,铌、钒、钛联合微合金化,以及铜、镍的耐候作用。在保证钢中组织细晶和微合金强化的同时,抑制贝氏体有害组织的析出,同时制得的盘条硬度适中,盘条无需酸洗和磷化,直接冷拉拔处理,拉拔钢丝进行球化退火处理,冷镦冷挤压变形生产高性能夹片,提高后产品加工效率,同时保证产品质量,节约成本。
技术特征:
1.一种盘条,其特征在于,元素组成按重量百分比计包括:c:0.17~0.20%、si:0.17~0.20%、mn:1.00~1.10%、cr:0.95~1.05%、v:0.002~0.010%、ti:0.04~0.06%、nb:0.002~0.010%、als:0.01~0.02%、p≤0.02%、s≤0.02%、ni:0.01~0.15%、cu:0.01~0.10%、n:0.003~0.070%,bai=mn+1.5×cr+5×nb+5×v+10×ti≤3.52%,其余为铁和不可避免的杂质。
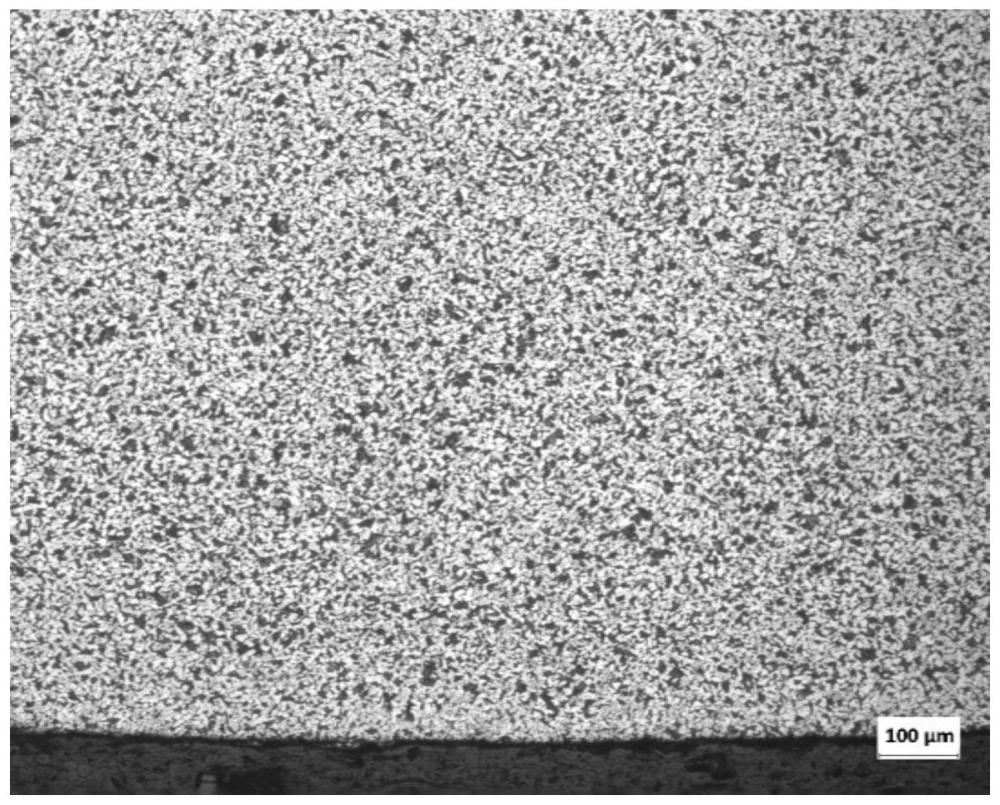
2.根据权利要求1所述的盘条,其特征在于,所述盘条的显微组织为铁素体和珠光体,所述铁素体的晶粒度≥10.5;
3.根据权利要求1或2所述的盘条,其特征在于,所述盘条的抗拉强度为540~650mpa,断后伸长率≥20%,断面收缩率≥55%,硬度≤90hrb;
4.一种如权利要求1~3任一项所述的盘条的制备方法,其特征在于,包括将原料按元素比例混合后冶炼获得洁净钢水,再将所述洁净钢水连铸制得连铸坯,将所述连铸坯加热后轧制,制得所述盘条。
5.根据权利要求4所述的制备方法,其特征在于,所述连铸坯加热后轧制包括将所述连铸坯加热后轧制获得线材或大盘卷;
6.根据权利要求5所述的制备方法,其特征在于,将所述连铸坯加热包括将所述连铸坯置于加热炉中加热,加热炉的加热段温度为1000~1180℃,均热段温度为1120~1220℃,且所述连铸坯在加热段和均热段的总加热时间为65~220min。
7.根据权利要求4所述的制备方法,其特征在于,所述连铸过程中的中间包钢水过热度为15~35℃,所述连铸坯的尺寸为160mm×160mm或200mm×200mm,160mm×160mm的连铸坯的拉坯速度为2.4~2.6m/min,200mm×200mm的连铸坯的拉坯速度为1.5~1.7m/min;
8.一种夹片,其特征在于,由权利要求1~3任一项所述的盘条或如权利要求4~7任一项所述的制备方法获得的盘条制得;
9.一种如权利要求8所述的夹片的制备方法,其特征在于,包括将所述盘条依次进行冷拉拔、球化退火、酸洗、磷化、连续冷镦冷挤压成型、车钻机加工和渗碳热处理;
10.一种如权利要求1~3任一项所述的盘条或如权利要求4~7任一项所述的制备方法获得的盘条在制备冷加工变形的钢铁制品中的应用。
技术总结
本发明公开了一种盘条及其制备方法和应用、夹片及其制备方法,涉及钢铁冶炼技术领域。通过控制钢中的元素组成,利用锰、铬合金元素的强化作用,铌、钒、钛联合微合金化,以及铜、镍的耐候作用。在保证钢中组织细晶和微合金强化的同时,抑制贝氏体有害组织的析出,同时制得的盘条硬度适中,盘条无需酸洗和磷化,可直接冷拉拔处理,再对拉拔获得的钢丝进行球化退火处理,然后经过冷镦冷挤压变形生产获得高性能夹片,提高后产品加工效率,同时保证产品质量,节约成本。
技术研发人员:刘金源,万翔,张祖江,刘志龙,郑团星,杨明梅,李祥龙,刘春林,潘国伟
受保护的技术使用者:广东中南钢铁股份有限公司
技术研发日:
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!