磨片的制作方法
本发明涉及纤维材料的精磨,特别涉及用于精磨含木质纤维素的纤维材料的精磨机的磨片。
背景技术:
1、用于精磨纤维材料的精磨机(诸如用于制造机械浆或用在任何低浓度精磨中的精磨机)通常包括两个彼此对置并相对于彼此转动(即,其中一者或两者旋转)的精磨元件。精磨元件包括精磨表面,精磨表面设置有多个精磨齿(refining bars,精磨条)和位于这些精磨齿之间的多个精磨槽(refining grooves,精磨凹槽),精磨齿旨在对于待精磨的材料(即,浆)进行纤维分离和精磨,且精磨槽旨在将待精磨的材料沿着精磨表面向前输送。精磨元件的精磨表面通常由紧固到相应的精磨元件的本体上的若干磨片形成,由此磨片包括设置有多个精磨齿以及位于这些精磨齿之间的多个精磨槽的精磨表面。在这种情况下,精磨元件的整个精磨表面因此由精磨元件中紧邻地彼此紧固的所述若干磨片的精磨表面形成。在芬兰公开126263b中示出了与之类似的磨片的一个示例,其中磨片包括精磨表面,该精磨表面设置有多个精磨齿和位于这些精磨齿之间的多个精磨槽,并且具有从磨片的内端边缘朝向磨片的外端边缘延伸的特定进料槽,并且该特定进料槽旨在将待精磨的材料和已精磨的材料朝向磨片的外端边缘输送,从而提高精磨产能。替代地,磨片可以是在相应的精磨元件的整个圆周上延伸的单个均匀件,由此该单个均匀件的精磨表面中的精磨齿和精磨槽形成精磨元件的完整精磨表面。这种类型的磨片也称为精磨机填充件(refiner fillings)。
2、由木质纤维素材料制造浆的所有方法都会产生浆块(shives,粗纤维束),这是不希望出现的质量问题。浆块是在蒸煮或机械处理过程中由于木材材料不完全分裂成纤维而产生的颗粒或纤维丛或木材碎片。浆块不仅污染所生产的浆的质量,而且使一些加工设备(诸如精磨机)的运行恶化,其中浆块具有堵塞精磨表面且因而降低所生产的浆的质量并降低精磨机的产能的趋势。因此,需要减少浆中的浆块的量或比例。
技术实现思路
1、本发明的目的是提供一种用于精磨纤维材料的新颖磨片。
2、本发明的特征如下所述。本公开提供了一种用于精磨机的磨片,所述精磨机用于精磨含木质纤维素的纤维材料,所述磨片包括:内端边缘和与所述内端边缘相对的外端边缘,以及精磨表面,包括多个精磨齿和位于所述多个精磨齿之间的多个精磨槽。所述磨片的所述精磨表面包括至少一个凹部,所述至少一个凹部从所述磨片的所述外端边缘至少部分地朝向所述磨片的所述内端边缘延伸,以至少部分地形成从所述磨片的所述外端边缘至少部分地朝向所述磨片的所述内端边缘延伸的至少一个回流引导槽,并且所述至少一个凹部的体积被布置为朝向所述磨片的所述内端边缘减小,以使所述至少一个回流引导槽的体积朝向所述磨片的所述内端边缘减小
3、本发明基于通过以下方式提高待精磨纤维材料所经历的精磨效果的理念,所述方式为:收集纤维材料和其中的浆块,在磨片的精磨表面上回流,并以受控方式将回流的纤维材料和其中的浆块引导回精磨机的精磨间隙中,从而实现预期的精磨效果。
4、本发明的优点在于,在不损害浆性能的情况下,被称为纤维生产的副产品并且应在纤维加工过程中被去除的浆块的量将减少,事实上,当浆中的浆块的量减少时,其他的浆质量参数例如强度、成形和光滑度等都会提高。
5、进一步地,所述至少一个凹部被布置为从所述磨片的所述外端边缘至少部分地朝向所述磨片的所述内端边缘延伸但不延伸到所述磨片的所述内端边缘,从而形成从所述磨片的所述外端边缘至少部分地朝向所述磨片的所述内端边缘延伸但不延伸到所述磨片的所述内端边缘的至少一个回流引导槽。所述凹部的宽度被布置为朝向所述磨片的所述内端边缘减小,以朝向所述磨片的所述内端边缘减小所述回流引导槽的体积。所述回流引导槽具有位于所述磨片的所述外端边缘处的第一端和至少部分地面向所述磨片的所述内端边缘的第二端,并且所述回流引导槽的所述第二端的宽度是所述回流引导槽的所述第一端的宽度的约0至95%。所述回流引导槽的所述第一端的宽度约为5mm至20mm。所述凹部的深度被布置为朝向所述磨片的所述内端边缘减小,以朝向所述磨片的所述内端边缘减小所述回流引导槽的体积。所述回流引导槽具有位于所述磨片的所述外端边缘处的第一端和至少部分地面向所述磨片的所述内端边缘的第二端,并且所述回流引导槽的底部布置为以约0.1度至5度的角度从所述回流引导槽的所述第一端朝向所述回流引导槽的所述第二端上升,以朝向所述磨片的所述内端边缘减小所述回流引导槽的体积。所述回流引导槽在其所述第一端处的深度在所述精磨槽的底部下方约3mm至10mm。所述回流引导槽被布置为从所述磨片的所述外端边缘延伸到所述磨片的处于所述磨片的所述外端边缘与所述磨片的所述内端边缘之间的长度的25%至75%的距离。所述回流引导槽基本是直的,并且被布置为沿基本直的方向从所述磨片的所述外端边缘朝向所述磨片的所述内端边缘延伸。所述回流引导槽是弯曲的,并且被布置为以弯曲的方式从所述磨片的所述外端边缘朝向所述磨片的所述内端边缘延伸。所述磨片的所述精磨表面包括延伸穿过磨片本体的孔。所述孔布置为与所述至少一个回流引导槽成直线。
技术特征:
1.一种用于精磨机(1)的磨片(4),所述精磨机用于精磨含木质纤维素的纤维材料,所述磨片(4)包括:
2.根据权利要求1所述的磨片,其特征在于,所述至少一个凹部(27、27’、27”)被布置为从所述磨片(4)的所述外端边缘(21)至少部分地朝向所述磨片(4)的所述内端边缘(20)延伸但不延伸到所述磨片(4)的所述内端边缘(20),从而形成从所述磨片(4)的所述外端边缘(21)至少部分地朝向所述磨片(4)的所述内端边缘(20)延伸但不延伸到所述磨片(4)的所述内端边缘(20)的至少一个回流引导槽(28)。
3.根据权利要求1或2所述的磨片,其特征在于,所述凹部(27、27’、27”)的宽度被布置为朝向所述磨片(4)的所述内端边缘(20)减小,以朝向所述磨片(4)的所述内端边缘(20)减小所述回流引导槽(28)的体积。
4.根据权利要求3所述的磨片,其特征在于,所述回流引导槽(28)具有位于所述磨片(4)的所述外端边缘(21)处的第一端(28a)和至少部分地面向所述磨片(4)的所述内端边缘(20)的第二端(28b),并且所述回流引导槽(28)的所述第二端(28b)的宽度(w28b)是所述回流引导槽(28)的所述第一端(28a)的宽度(w28a)的约0至95%。
5.根据权利要求3或4所述的磨片,其特征在于,所述回流引导槽(28)的所述第一端(28a)的宽度(w28a)约为5mm至20mm。
6.根据前述权利要求中任一项所述的磨片,其特征在于,所述凹部(27、27’、27”)的深度被布置为朝向所述磨片(4)的所述内端边缘(20)减小,以朝向所述磨片(4)的所述内端边缘(20)减小所述回流引导槽(28)的体积。
7.根据权利要求6所述的磨片,其特征在于,所述回流引导槽(28)具有位于所述磨片(4)的所述外端边缘(21)处的第一端(28a)和至少部分地面向所述磨片(4)的所述内端边缘(20)的第二端(28b),并且所述回流引导槽(28)的底部(28c)布置为以约0.1度至5度的角度(α)从所述回流引导槽(28)的所述第一端(28a)朝向所述回流引导槽(28)的所述第二端(28b)上升,以朝向所述磨片(4)的所述内端边缘(20)减小所述回流引导槽(28)的体积。
8.根据权利要求6或7所述的磨片,其特征在于,所述回流引导槽(28)在其所述第一端(28a)处的深度(d28)在所述精磨槽(26)的底部下方约3mm至10mm。
9.根据前述权利要求中任一项所述的磨片,其特征在于,所述回流引导槽(28)被布置为从所述磨片(4)的所述外端边缘(21)延伸到所述磨片(4)的处于所述磨片(4)的所述外端边缘(21)与所述磨片(4)的所述内端边缘(20)之间的长度的25%至75%的距离。
10.根据前述权利要求中任一项所述的磨片,其特征在于,所述回流引导槽(28)基本是直的,并且被布置为沿基本直的方向从所述磨片(4)的所述外端边缘(21)朝向所述磨片(4)的所述内端边缘(20)延伸。
11.根据权利要求1至9中任一项所述的磨片,其特征在于,所述回流引导槽(28)是弯曲的,并且被布置为以弯曲的方式从所述磨片(4)的所述外端边缘(21)朝向所述磨片(4)的所述内端边缘(20)延伸。
12.根据前述权利要求中任一项所述的磨片,其特征在于,所述磨片(4)的所述精磨表面(5)包括延伸穿过磨片本体(4a)的孔(29a、29b、29c)。
13.根据权利要求12所述的磨片,其特征在于,所述孔(29a、29b、29c)布置为与所述至少一个回流引导槽(28)成直线。
技术总结
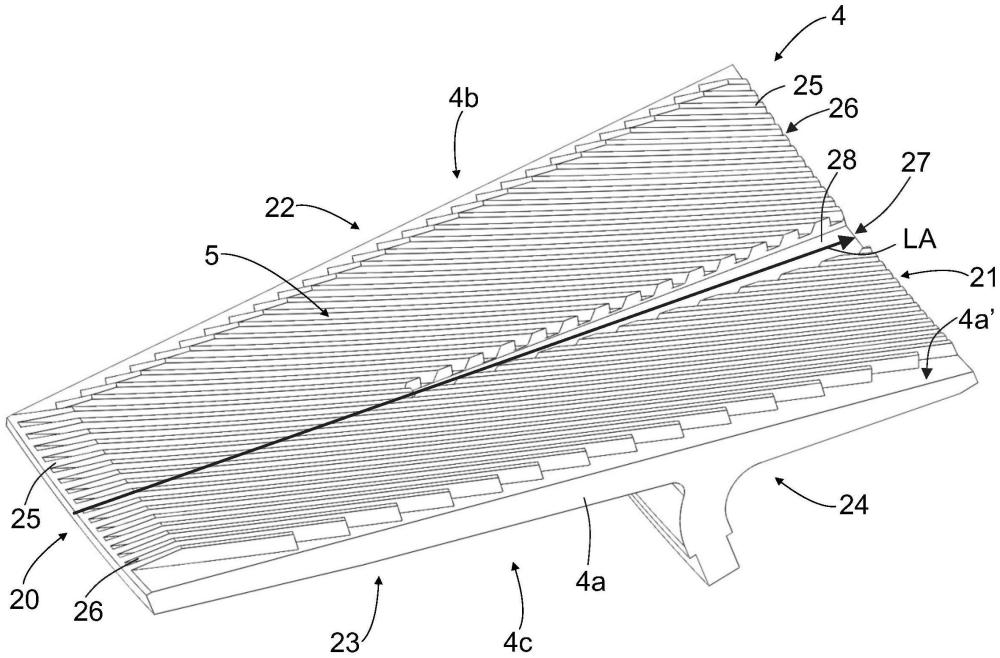
一种用于精磨机(1)的磨片(4),所述精磨机用于精磨含木质纤维素的纤维材料。磨片包括:内端边缘(20)和与内端边缘相反的外端边缘(21);以及精磨表面(5),该精磨表面包括多个精磨齿(25)和位于所述多个精磨齿之间的多个精磨槽(26)。精磨表面包括从磨片的外端边缘至少部分地朝向内端边缘延伸的至少一个凹部(27、27’、27”),以至少部分地形成从磨片的外端边缘至少部分地朝向内端边缘延伸的至少一个回流引导槽(28)。至少一个凹部的体积被布置为朝向内端边缘减小,以使至少一个回流引导槽的体积朝向内端边缘减小。
技术研发人员:维莱·洛拉
受保护的技术使用者:维美德技术有限公司
技术研发日:
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!