适用于间接增材制造钨合金部件的热处理强韧化方法与流程
本发明涉及间接增材制造,特别是涉及一种适用于间隔增材制造钨合金部件的热处理强韧化方法。
背景技术:
1、间接增材制造技术是指将原材料粉末与粘结剂预先增材制造生坯、再经高温脱脂烧结致密化得到最终制件的一类增材制造技术。根据生坯成形原理的不同,可分为粘结剂喷射、熔融/浆料挤出、光固化、激光选区烧结等四种工艺路线。相比激光、电子束、电弧等高能热源直接增材制造技术,间接增材制造技术对原材料的要求更为宽松,且成形效率更高,尤其适用于难熔金属、耐高温陶瓷、高激光反射率金属等材料复杂构型的低成本规模化制造,在国防科技工业、消费电子等领域应用潜力巨大。
2、当前,利用间接增材制造技术成形钨合金复杂构型受到了国内外研究者的广泛关注。但受限于粘结剂的存在以及显著不同于粉末冶金法的成形原理,间接增材制造钨合金零件的力学性能相比粉末冶金法成形件仍存在一定差距,且无法通过传统的热处理强化工艺,如真空脱氢、固溶淬火、循环热冲击、形变强化等手段,在保证构件外形精度的前提下大幅提高力学性能。这极大地限制该项技术的规模化工程应用。
技术实现思路
1、基于此,有必要提供一种适用于间接增材制造钨合金部件的热处理强热化方法。
2、一种适用于间接增材制造钨合金部件的热处理强韧化方法,包括步骤:
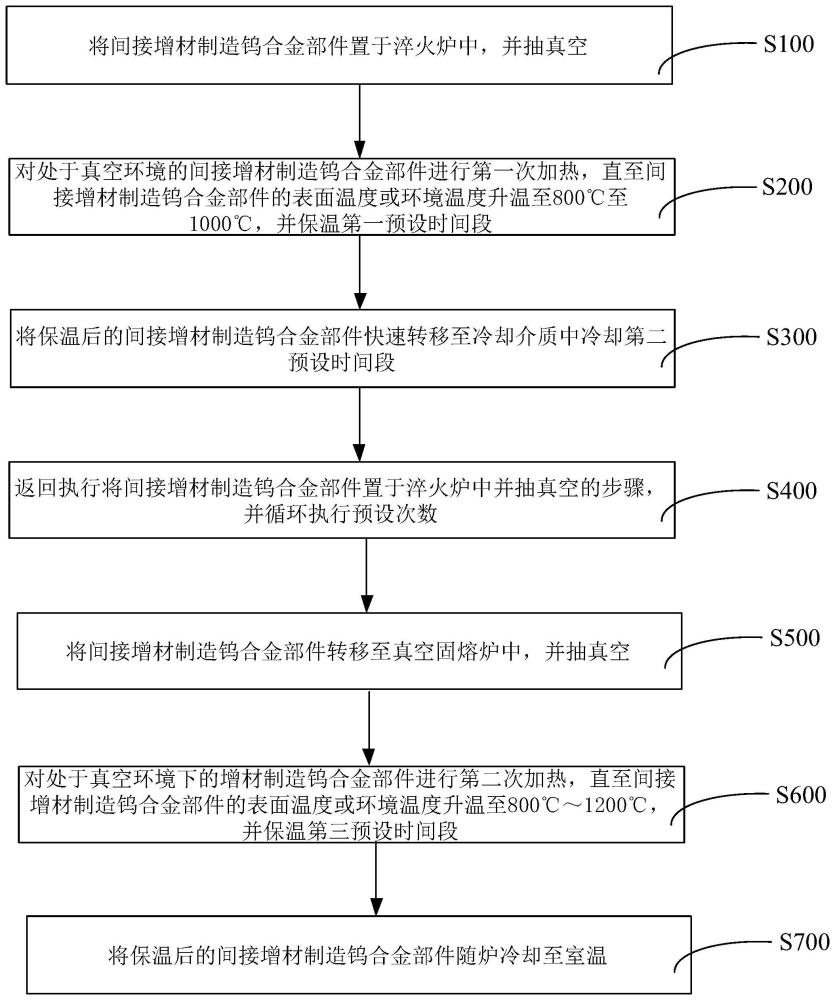
3、将间接增材制造钨合金部件置于淬火炉中,并抽真空;
4、对处于真空环境的间接增材制造钨合金部件进行第一次加热,直至所述间接增材制造钨合金部件的表面温度或环境温度升温至800℃~1200℃,并保温第一预设时间段;
5、将保温后的所述间接增材制造钨合金部件快速转移至冷却介质中冷却第二预设时间段;
6、返回执行将间接增材制造钨合金部件置于淬火炉中并抽真空的步骤,并循环执行预设次数;
7、将间接增材制造钨合金部件转移至真空固溶炉中,并抽真空;
8、对处于真空环境下的增材制造钨合金进行第二次加热,直至所述间接增材制造钨合金部件的表面温度或环境温度升温至800℃~1200℃,并保温第三预设时间段;
9、将保温后的所述间接增材制造钨合金部件随炉冷却至室温。
10、在其中一个实施例中,在将间接增材制造钨合金部件置于淬火炉中,并抽真空的步骤之前,还包括步骤:
11、对间接增材制造钨合金部件进行清洗,以清除所述间接增材制造钨合金部件表面的油污。
12、在其中一个实施例中,对所述间接增材制造钨合金部件进行清洗的步骤为:利用蘸有清洗剂的抹布对所述间接增材制造钨合金部件表面的油污进行擦拭清洗。
13、在其中一个实施例中,在将间接增材制造钨合金部件转移至真空固溶炉中,并抽真空的步骤之前,还包括步骤:将所述间接增材制造钨合金部件从所述冷却介质中取出,并将所述间接增材制造钨合金部件表面的冷却介质擦干。
14、在其中一个实施例中,所述将间接增材制造钨合金部件置于淬火炉中,并抽真空的步骤为:将间接增材制造钨合金部件置于淬火炉中,并抽真空,直至炉内压力小于或等于10pa;
15、将间接增材制造钨合金部件置于固溶炉中,并抽真空的步骤为:将所述间接增材制造钨合金部件置于真空固溶炉内,并抽真空,直至炉内压力小于或等于10pa。
16、在其中一个实施例中,所述第一预设时间段为1min~30min,所述第二预设时间段为1min~10min,所述第三预设时间段为1h~3h。
17、在其中一个实施例中,所述第一次加热和所述第二次加热时的温升速率为:1℃/min~10℃/min。
18、在其中一个实施例中,所述间接增材制造钨合金部件快速转移至所述冷却介质中时的转移时间≤5min。
19、在其中一个实施例中,所述冷却介质为普通淬火油、光亮淬火油、高速淬火油或真空淬火油。
20、在其中一个实施例中,在所述返回执行将间接增材制造钨合金部件置于淬火炉中并抽真空的步骤,并循环执行预设次数的步骤中,所述预设次数为2~20次。
21、上述适用于间接增材制造钨合金部件的热处理强热化方法,通过返回执行将间接增材制造钨合金部件置于淬火炉中并抽真空的步骤,并循环执行预设次数,可以使低熔点合金相在间接增材制造钨合金部件的内部分布更加均匀,充分渗入到钨-钨界面,促使间接增材制造钨合金部件断裂模式以钨晶粒穿晶解理断裂为主转变为以粘结剂韧性断裂为主;通过真空固溶可以纯化钨-钨晶界,抑制磷、氧等杂质元素偏析后,降低了间接增材制造钨合金部件内部的氢元素含量,提高粘结相的韧性和钨-粘结相的界面结合强度。因此,与现有的钨合金热处理工艺相比,上述热处理强韧化方法可在保证间接增材制造钨合金部件的外形精度较高的前提下获得强度和韧性的最大提升效果,且工艺简单、周期短、成本低,工程应用前景广阔。
技术特征:
1.一种适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,包括步骤:
2.根据权利要求1所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,在将间接增材制造钨合金部件置于淬火炉中,并抽真空的步骤之前,还包括步骤:
3.根据权利要求2所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,对所述间接增材制造钨合金部件进行清洗的步骤为:利用蘸有清洗剂的抹布对所述间接增材制造钨合金部件表面的油污进行擦拭清洗。
4.根据权利要求1所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,在将间接增材制造钨合金部件转移至真空固溶炉中,并抽真空的步骤之前,还包括步骤:将所述间接增材制造钨合金部件从所述冷却介质中取出,并将所述间接增材制造钨合金部件表面的冷却介质擦干。
5.根据权利要求1所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,所述将间接增材制造钨合金部件置于淬火炉中,并抽真空的步骤为:将间接增材制造钨合金部件置于淬火炉中,并抽真空,直至炉内压力小于或等于10pa;
6.根据权利要求1所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,所述第一预设时间段为1min~30min,所述第二预设时间段为1min~10min,所述第三预设时间段为1h~3h。
7.根据权利要求1所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,所述第一次加热和所述第二次加热时的温升速率为:1℃/min~10℃/min。
8.根据权利要求1所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,所述间接增材制造钨合金部件快速转移至所述冷却介质中时的转移时间≤5min。
9.根据权利要求1所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,所述冷却介质为普通淬火油、光亮淬火油、高速淬火油或真空淬火油。
10.根据权利要求1所述的适用于间接增材制造钨合金部件的热处理强韧化方法,其特征在于,在所述返回执行将间接增材制造钨合金部件置于淬火炉中并抽真空的步骤,并循环执行预设次数的步骤中,所述预设次数为2~20次。
技术总结
本发明涉及一种适用于间接增材制造钨合金部件的热处理强韧化方法。该方法包括步骤:将间接增材制造钨合金部件置于淬火炉中并抽真空;进行第一次加热,直至表面温度或环境温度升温至800℃~1200℃并保温第一预设时间段;快速转移至冷却介质中冷却第二预设时间段;返回执行将间接增材制造钨合金部件置于淬火炉中并抽真空的步骤,并循环执行预设次数;将间接增材制造钨合金部件转移至真空固溶炉中并抽真空;进行第二次加热,直至表面温度或环境温度升温至800℃~1200℃,并保温第三预设时间段;随炉冷却至室温。上述热处理强韧化方法可在保证间接增材制造钨合金部件的外形精度较高的前提下获得强度和韧性的最大提升效果,且工艺简单、周期短、成本低。
技术研发人员:肖鹏,高盼盼,杨凯
受保护的技术使用者:湖南云箭集团有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!