一种百米定尺75kg/m热处理钢轨的制造方法与流程
本发明涉及冶金材料,尤其涉及一种百米定尺75kg/m热处理钢轨的制造方法。
背景技术:
1、近年来,我国重载铁路运输快速发展,目前已形成高密度、大轴重、高速度并举的局面。发车频率、行车速度和列车轴重的同时提升无疑对钢轨的使用性能提出了更严苛的要求,亟需提升钢轨的强度、耐磨性及综合性能,从而延长钢轨服役年限。
2、一方面,发展钢轨的在线热处理技术已经成为必然趋势。热处理后的钢轨硬度和耐磨性大幅提升,尤其是在重载铁路和小曲线半径处热处理钢轨的耐磨性表现突出,减少了换轨频次,节约能源,也提高了铁路的运行效率。目前鞍钢、包钢、武钢、攀钢、邯钢均有完整的热处理钢轨生产线,可以满足国内线路上的用轨需求。
3、另一方面,大运量、高轴重、高密度的重载铁路运输模式造成了钢轨及焊接接头的严重伤损,并且日趋严重。在类似大秦线这样的重载线路上使用60kg/m钢轨已经远远满足不了需要。重载铁路由于轴重大,钢轨附加应力有较大幅度的增加,导致钢轨应力安全储备减少,特别是在钢轨焊接接头处,断轨风险加大。为确保重载铁路运输安全,应采用75kg/m热处理钢轨。
技术实现思路
1、本发明的目的是提供一种百米定尺75kg/m热处理钢轨的制造方法,钢轨经在线热处理后力学性能rm≥1180mpa,断后伸长率a≥11%,踏面硬度360~400hb。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种百米定尺75kg/m热处理钢轨的制造方法,采用320mm×415mm大断面连铸坯生产百米定尺的75kg/m u75v热处理钢轨,包括以下步骤:
4、1)铁水预处理:铁水中的硫含量0.013%,磷含量0.09%;
5、2)转炉冶炼:控制出钢c含量≥0.08%,出钢温度≥1640℃,出钢后加入白灰、硅钙钡和萤石,对炉渣进行改质,出钢过程中保证吹氩效果,钢水精炼就位时顶渣避免有结坨现象;
6、3)lf炉精炼:lf精炼时控制炉渣碱度≥2.1,离位温度≥1590℃;
7、4)vd真空脱气:深真空脱气时间≥15min,真空脱气后软吹时间≥20min,软吹过程氩气流量稳定,钢液蠕动并无裸露;
8、5)连铸:连铸过程采用保护浇铸,采用低铝保护渣,二冷段采用弱冷配水,全程恒拉速操作,拉速为0.50m/min,开启铸机电磁搅拌和轻压下,保证铸坯质量;
9、6)钢坯加热:加热总时间2小时50分,各段加热时间和加热温度:预热段30min,726±10℃;加热1段50min,935±10℃;加热2段55min,1211±10℃;均热段35min,1250±10℃;
10、7)轧制:连铸坯经万能轧机轧制成钢轨,开轧温度:1120℃,终轧温度945℃;
11、8)在线热处理:钢轨空冷至780℃进入热处理线,采用气雾冷却方式使钢轨在热处理线快速冷却至570℃,随后降低气雾强度使钢轨内部返温和冷却强度相均衡,钢轨温度维持在570℃一定时间出热处理线,在线热处理总时间120s,钢轨出热处理线后自然空冷至室温。
12、进一步的,采用320mm×415mm大断面连铸坯轧制75kg/m钢轨将压缩比由11.19提高到13.97,压缩比提高2.78。
13、进一步的,所述u75v热处理钢轨以质量百分数计其化学成分包括:c0.76-0.80%;si 0.60-0.70%;mn 0.85-1.05%;v:0.04-0.12%;p≤0.020%;s≤0.025%;其余为fe及不可避免的杂质。
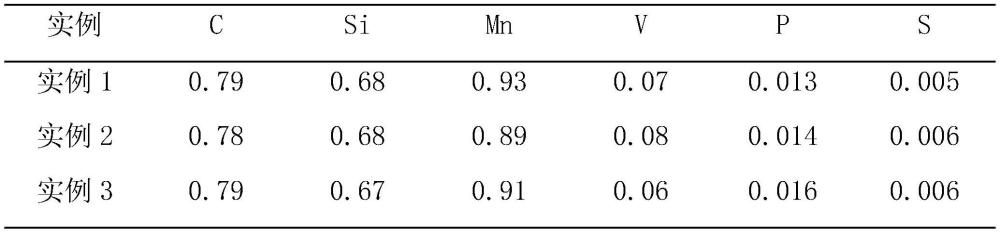
14、进一步的,所述u75v热处理钢轨以质量百分数计其化学成分包括:c 0.79%;si0.68%;mn 0.93%;v 0.07%;p 0.013%;s 0.005%;其余为fe及不可避免的杂质。
15、进一步的,所述u75v热处理钢轨以质量百分数计其化学成分包括:c 0.78%;si0.68%;mn 0.89%;v 0.08%;p 0.014%;s:0.006%;其余为fe及不可避免的杂质。
16、进一步的,所述u75v热处理钢轨以质量百分数计其化学成分包括:c 0.79%;si0.67%;mn 0.91%;v 0.06%;p 0.016%;s:0.006%;其余为fe及不可避免的杂质。
17、与现有技术相比,本发明的有益技术效果:
18、1.能够提高钢轨综合性能
19、提高钢轨的综合性能主要包括合金强化和热处理两个途径。相较于合金强化,钢轨的在线热处理具有明显优势。一是热处理后钢轨的成分及组织更加均匀、细化,强度和塑韧性均有所提升;合金强化后析出的合金相在晶界处会使得钢轨的塑韧性降低,另外由于添加合金会导致钢轨生产成本增加。二是热处理钢轨的可焊接性要明显优于合金强化钢轨。
20、2.能够减少焊接接头数量
21、以前国内生产的75kg/m钢轨大多采用280mm×380mm断面连铸坯生产25m定尺的钢轨,上道铺设前需要先到焊轨基地焊成100m长钢轨后,再焊成500m长的轨条,必然导致焊接接头数量增多;如果采用320mm×415mm大断面连铸坯就能够直接生产百米定尺的75kg/m钢轨,将大幅减少焊接接头数量,极大地降低了钢轨在焊接接头处的断轨风险,极大地提高列车行车安全系数。
22、3.能够提高压缩比
23、相比280mm×380mm断面铸坯,采用320mm×415mm大断面铸坯轧制75kg/m钢轨,能够提高压缩比,可以起到细化晶粒作用,对提高钢轨质量十分有益。
24、钢轨经在线热处理后力学性能rm≥1180mpa,断后伸长率a≥11%,踏面硬度360~400hb,其余满足tb/t2344-2020《43kg/m-75kg/m钢轨订货技术条件》标准要求,能够满足重载铁路的用轨需求。
技术特征:
1.一种百米定尺75kg/m热处理钢轨的制造方法,其特征在于,采用320mm×415mm大断面连铸坯生产百米定尺的75kg/m u75v热处理钢轨,包括以下步骤:
2.根据权利要求1所述的百米定尺75kg/m热处理钢轨的制造方法,其特征在于,采用320mm×415mm大断面连铸坯轧制75kg/m钢轨将压缩比由11.19提高到13.97,压缩比提高2.78。
3.根据权利要求1所述的百米定尺75kg/m热处理钢轨的制造方法,其特征在于,所述u75v热处理钢轨以质量百分数计其化学成分包括:c 0.76-0.80%;si 0.60-0.70%;mn0.85-1.05%;v:0.04-0.12%;p≤0.020%;s≤0.025%;其余为fe及不可避免的杂质。
4.根据权利要求1所述的百米定尺75kg/m热处理钢轨的制造方法,其特征在于,所述u75v热处理钢轨以质量百分数计其化学成分包括:c 0.79%;si 0.68%;mn 0.93%;v0.07%;p 0.013%;s 0.005%;其余为fe及不可避免的杂质。
5.根据权利要求1所述的百米定尺75kg/m热处理钢轨的制造方法,其特征在于,所述u75v热处理钢轨以质量百分数计其化学成分包括:c 0.78%;si 0.68%;mn 0.89%;v0.08%;p 0.014%;s:0.006%;其余为fe及不可避免的杂质。
6.根据权利要求1所述的百米定尺75kg/m热处理钢轨的制造方法,其特征在于,所述u75v热处理钢轨以质量百分数计其化学成分包括:c 0.79%;si 0.67%;mn 0.91%;v0.06%;p 0.016%;s:0.006%;其余为fe及不可避免的杂质。
技术总结
本发明公开了一种百米定尺75kg/m热处理钢轨的制造方法,采用320mm×415mm大断面连铸坯生产百米定尺的75kg/m U75V热处理钢轨;钢轨以质量百分数计其化学成分包括:C 0.76‑0.80%;Si 0.60‑0.70%;Mn 0.85‑1.05%;V:0.04‑0.12%;P≤0.020%;S≤0.025%;其余为Fe及不可避免的杂质;钢轨经在线热处理后力学性能Rm≥1180MPa,断后伸长率A≥11%,踏面硬度360~400HB,其余满足TB/T2344‑2020《43kg/m‑75kg/m钢轨订货技术条件》标准要求,能够满足重载铁路的用轨需求。
技术研发人员:高明星,梁正伟,薛虎东,王嘉伟,刘阳,文浩然
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/6/13
- 还没有人留言评论。精彩留言会获得点赞!