一种14Cr17Ni2钢锻制棒材及其退火方法与流程
本申请属于金属材料热处理,尤其涉及一种14cr17ni2钢锻制棒材及其退火方法。
背景技术:
1、14cr17ni2钢是一种用途广泛的马氏体-铁素体型不锈钢,其在cr17型不锈钢的基础上添加了1.5%~2.5%的ni。14cr17ni2钢既保留了马氏体不锈钢的高强度,同时又具有铁素体不锈钢的耐蚀性,因此该钢具有良好的耐蚀性和较高的力学性能,被广泛应用于船用机械、压缩机、航空器、核电机械等领域用耐蚀承载关键紧固部件。
2、14cr17ni2钢的高温相变特性如下:熔点温度1430~1510℃、ac1约810℃、ar1约780℃、ms约357℃、mf约140℃,而14cr17ni2锻制棒材规格一般较大(>φ100mm),经锻造热加工后,锻棒内部会残余部分热应力,14cr17ni2钢经锻造热加工后在冷却至室温的过程会发生马氏体转变,形成马氏体-铁素体组织,组织转变过程会残余部分组织应力,残余热应力和组织应力的存在可能导致棒材炸裂,造成损失,如图1所示。
3、国家军用标准《航空用不锈钢及耐热钢棒规范》(gjb 2294a-2014)要求14cr17ni2钢以退火状态交货,退火保温温度为680℃,时长不短于5h,因此,有必要提供一种14cr17ni2钢锻制棒材及其退火方法,保证组织转变完全,同时消除棒材内部的残余应力,避免棒材发生炸裂、造成损失。
技术实现思路
1、为了克服上述现有技术存在的缺陷,本申请提供了一种14cr17ni2钢锻制棒材及其退火方法,通过控制锻制棒材锻后入炉时长,改良退火工艺,进行三次退火处理,保证组织转变完全,同时消除棒材内部的残余应力,避免棒材发生炸裂、造成损失。
2、本申请的第一个目的在于提供一种14cr17ni2钢锻制棒材的退火方法,包括:
3、将退火炉升温至待料温度;
4、将棒材锻造完成后热送退火;
5、对棒材进行第一次退火,得到一次退火料;
6、对一次退火料进行第二次退火,得到二次退火料;
7、对二次退火料进行第三次退火,得到产品。
8、进一步地,将退火炉升温至待料温度,包括:
9、在将棒材热送退火60min以前,将退火炉升温至待料温度。
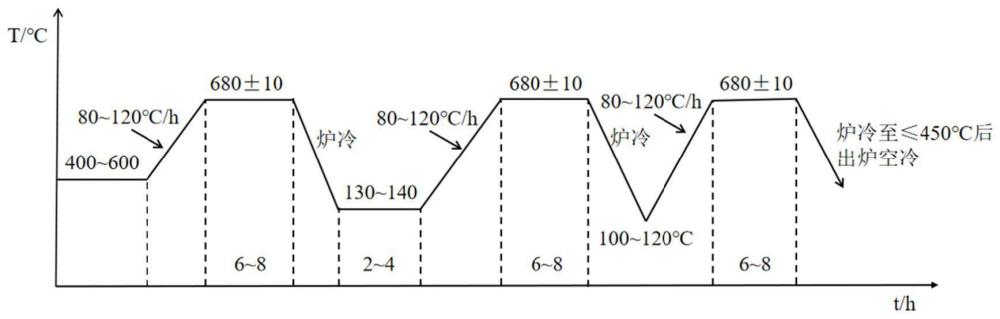
10、进一步地,待料温度为400-600℃。
11、进一步地,将棒材锻造完成后热送退火,包括:
12、将棒材锻造完成后60min内送入退火炉。
13、进一步地,第一次退火的升温速度为80-120℃/h,保温温度为670-690℃,保温时间为6-8h,第一次退火保温结束后将棒材随炉冷却至130-140℃并保温2-4h,得到一次退火料。
14、进一步地,第二次退火的升温速度为80-120℃/h,保温温度为670-690℃,保温时间为6-8h,第二次退火保温结束后将棒材随炉冷却至100-120℃,得到二次退火料。
15、进一步地,第三次退火的升温速度为80-120℃/h,保温温度为670-690℃,保温时间为6-8h,第三次退火保温结束后将棒材随炉冷却至≤450℃后出炉空冷,得到产品。
16、本申请的第二个目的在于提供一种14cr17ni2钢锻制棒材,采用上述的方法退火制得。
17、进一步地,棒材的直径大于100mm。
18、进一步地,棒材中各成分的质量分数为:c:0.11-0.17wt%,si≤0.8wt%,mn≤0.8wt%,p≤0.03wt%,s≤0.02wt%,cr:16-18wt%,ni:1.5-2.5wt%,余量为铁和杂质。
19、本申请的技术效果和优点:
20、本申请通过控制锻制棒材锻后入炉时长,改良退火工艺,进行三次退火处理,可以保证锻制棒材的组织转变完全,消除锻制棒材内部的残余热应力和组织应力,避免锻制棒材发生炸裂,减少损失。
21、本申请的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本申请而了解。本申请的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种14cr17ni2钢锻制棒材的退火方法,其特征在于,包括:
2.根据权利要求1所述的一种14cr17ni2钢锻制棒材的退火方法,其特征在于,所述的将退火炉升温至待料温度,包括:
3.根据权利要求2所述的一种14cr17ni2钢锻制棒材的退火方法,其特征在于,所述待料温度为400-600℃。
4.根据权利要求1所述的一种14cr17ni2钢锻制棒材的退火方法,其特征在于,所述的将所述棒材锻造完成后热送退火,包括:
5.根据权利要求1所述的一种14cr17ni2钢锻制棒材的退火方法,其特征在于,所述第一次退火的升温速度为80-120℃/h,保温温度为670-690℃,保温时间为6-8h,所述第一次退火保温结束后将所述棒材随炉冷却至130-140℃并保温2-4h,得到一次退火料。
6.根据权利要求1所述的一种14cr17ni2钢锻制棒材的退火方法,其特征在于,所述第二次退火的升温速度为80-120℃/h,保温温度为670-690℃,保温时间为6-8h,所述第二次退火保温结束后将所述棒材随炉冷却至100-120℃,得到二次退火料。
7.根据权利要求1所述的一种14cr17ni2钢锻制棒材的退火方法,其特征在于,所述第三次退火的升温速度为80-120℃/h,保温温度为670-690℃,保温时间为6-8h,所述第三次退火保温结束后将所述棒材随炉冷却至≤450℃后出炉空冷,得到产品。
8.一种14cr17ni2钢锻制棒材,其特征在于,所述棒材采用权利要求1-7任意一项所述的方法退火制得。
9.根据权利要求8所述的一种14cr17ni2钢锻制棒材,其特征在于,所述棒材的直径大于100mm。
10.根据权利要求8所述的一种14cr17ni2钢锻制棒材,其特征在于,所述棒材中各成分的质量分数为:c:0.11-0.17wt%,si≤0.8wt%,mn≤0.8wt%,p≤0.03wt%,s≤0.02wt%,cr:16-18wt%,ni:1.5-2.5wt%,余量为铁和杂质。
技术总结
本申请属于金属材料热处理技术领域,公开了一种14Cr17Ni2钢锻制棒材及其退火方法,退火方法包括将退火炉升温至待料温度;将所述棒材锻造完成后热送退火;对所述棒材进行第一次退火,得到一次退火料;对所述一次退火料进行第二次退火,得到二次退火料;对所述二次退火料进行第三次退火,得到产品。本申请通过控制锻制棒材锻后入炉时长,改良退火工艺,进行三次退火处理,可以保证锻制棒材的组织转变完全,消除锻制棒材内部的残余热应力和组织应力,避免锻制棒材发生炸裂,减少损失。
技术研发人员:刘涛,余多贤,师宇,文前峰,伍海滨,文泽龙,田孟爽
受保护的技术使用者:攀钢集团江油长城特殊钢有限公司
技术研发日:
技术公布日:2024/6/30
- 还没有人留言评论。精彩留言会获得点赞!