一种大尺寸石材多线切割断线重新布线方法与流程
本发明属于大尺寸石材切割,尤其是涉及一种大尺寸石材多线切割断线重新布线方法。
背景技术:
1、目前,随着金刚线多线切割机床的发展,在石材加工行业中,金刚线多线切割机床逐步应用于超过一米以上尺寸的石材等大尺寸材料的切割。金刚线多线切割机床推广时间比较短,金刚线多线切割机床自身技术还不是很成熟,很多加工企业的切割工艺还不是很完善,又因为金刚线比较细,一般直径为0.5mm以下,导致切割运行中特别容易断线,生产效率低下,制造成本高。
技术实现思路
1、本发明为了解决上述问题,提供了一种大尺寸石材多线切割断线重新布线方法,适合大尺寸石材正在切割中断线,提高布线效率,降低布线难度。
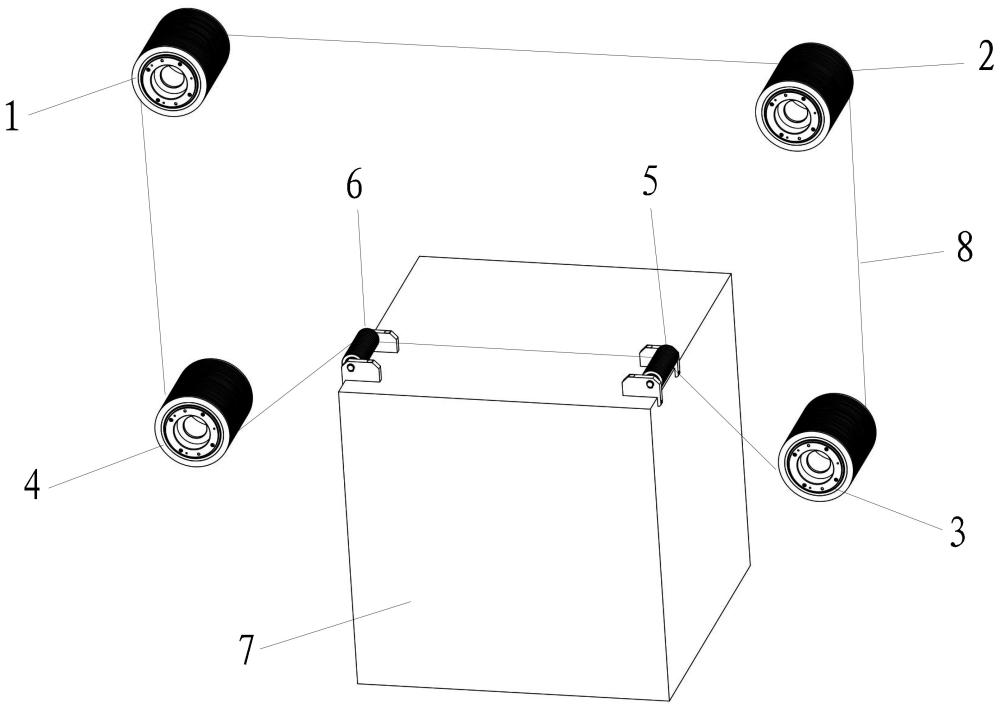
2、本发明采用的技术方案为:一种大尺寸石材多线切割断线重新布线方法,该方法采用的装置包括第一主辊、第二主辊、第三主辊、第四主辊、第一工装导线辊和第二工装导线辊;金刚线依次绕过第一主辊、第二主辊、第三主辊、第一工装导线辊、第二工装导线辊、第四主辊回到第一主辊;所述第一工装导线辊和第二工装导线辊安装在大尺寸石材的顶部,所述第一工装导线辊和第二工装导线辊的结构相同,均包括线辊、轴承、支架和中心轴,所述支架设置在中心轴的两端,所述支架与所述中心轴之间设有轴承,所述线辊安装在中心轴上,并能够和中心轴同步转动;所述支架上开有用于固定大尺寸石材的固定槽;
3、采用上述装置的重新布线方法,包括以下步骤:
4、步骤1,在金刚线断线后,将第一主辊、第二主辊、第三主辊和第四主辊移动到合适位置;
5、步骤2,在大尺寸石材的顶部两侧同时安装第一工装导线辊和第二工装导线辊;
6、步骤3,将金刚线依次绕过第一主辊、第二主辊、第三主辊、第一工装导线辊、第二工装导线辊、第四主辊形成切割线网;
7、步骤4,根据断线时四个主辊的位置和这个位置所产生的线弓需求,设置左右收放线长度、主辊返回原点的进给速度、切割线的张力大小以及四个主辊的转速;
8、步骤5,当在合适位置布线完成后,此时金刚线会被工装导线辊拉伸,设置好参数,启动设备,让主辊返回切割原点,让金刚线重回切割前状态,在金刚线脱离第一工装导线辊和第二工装导线辊后,取下第一工装导线辊和第二工装导线辊。
9、进一步,在步骤1中,所述合适位置为便于操作人员将金刚线缠绕在第一主辊、第二主辊、第三主辊和第四主辊的位置。
10、进一步,在步骤2中,安装在大尺寸石材上的所述第一工装导线辊和所述第二工装导线辊的位置与所述第一主辊、所述第二主辊、所述第三主辊和所述第四主辊位于空间中的同一平面上。
11、进一步,所述第一主辊与所述第二主辊之间的宽度和所述第三主辊与所述第四主辊之间的宽度均大于所述第一工装导线辊与所述第二工装导线辊之间的宽度。
12、进一步,所述第一工装导线辊与所述第二工装导线辊的高度高于第三主辊第四主辊。
13、本发明所具有的有益效果为:本发明通过配合特殊工装,无论金刚线跨距多大,不限金刚线根数,在断线后,整个切割组件可以停在合适位置,并不需要重新回到切割起始点,就可以重新布线,布线完成后,重新返回切割起始点,重新切割,可以大大地降低布线难度,降低切割工艺耗时,降低制造成本。
技术特征:
1.一种大尺寸石材多线切割断线重新布线方法,其特征在于:该方法采用的装置包括第一主辊、第二主辊、第三主辊、第四主辊、第一工装导线辊和第二工装导线辊;金刚线依次绕过第一主辊、第二主辊、第三主辊、第一工装导线辊、第二工装导线辊、第四主辊回到第一主辊;所述第一工装导线辊和第二工装导线辊安装在大尺寸石材的顶部,所述第一工装导线辊和第二工装导线辊的结构相同,均包括线辊、轴承、支架和中心轴,所述支架设置在中心轴的两端,所述支架与所述中心轴之间设有轴承,所述线辊安装在中心轴上,并能够和中心轴同步转动;所述支架上开有用于固定大尺寸石材的固定槽;
2.根据权利要求1所述的一种大尺寸石材多线切割断线重新布线方法,其特征在于:在步骤1中,所述合适位置为便于操作人员将金刚线缠绕在第一主辊、第二主辊、第三主辊和第四主辊的位置。
3.根据权利要求1所述的一种大尺寸石材多线切割断线重新布线方法,其特征在于:在步骤2中,安装在大尺寸石材上的所述第一工装导线辊和所述第二工装导线辊的位置与所述第一主辊、所述第二主辊、所述第三主辊和所述第四主辊位于空间中的同一平面上。
4.根据权利要求3所述的一种大尺寸石材多线切割断线重新布线方法,其特征在于:所述第一主辊与所述第二主辊之间的宽度和所述第三主辊与所述第四主辊之间的宽度均大于所述第一工装导线辊与所述第二工装导线辊之间的宽度。
5.根据权利要求3所述的一种大尺寸石材多线切割断线重新布线方法,其特征在于:所述第一工装导线辊与所述第二工装导线辊的高度高于第三主辊第四主辊。
技术总结
本发明公开了一种大尺寸石材多线切割断线重新布线方法,通过在大尺寸石材的顶部两侧同时安装第一工装导线辊和第二工装导线辊;并将金刚线依次绕过第一主辊、第二主辊、第三主辊、第一工装导线辊、第二工装导线辊、第四主辊形成切割线网;当在合适位置布线完成后,此时金刚线会被工装导线辊拉伸,设置好参数,启动设备,让主辊返回切割原点,让金刚线重回切割前状态,在金刚线脱离第一工装导线辊和第二工装导线辊后,取下第一工装导线辊和第二工装导线辊。本发明可以大大地降低布线难度,降低切割工艺耗时,降低制造成本。
技术研发人员:蒋留杰,张培辽,曹星星,李潭,张通
受保护的技术使用者:郑州九汇新材料科技有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!