一种激光直接沉积制备CrCoNi合金薄壁件的方法
本发明涉及一种激光直接沉积制备crconi合金薄壁件的方法,属于材料加工工程领域。
背景技术:
1、高性能材料是推动人类社会进步和发展的基石。传统的以单一元素为主的合金设计理念,经过长期的发展,局限性愈加明显,已经不能满足人们对高性能材料的不断需求。近十年来,基于“熵”概念设计的高熵合金和中熵合金颠覆了传统的材料设计思路,在材料性能上取得了重要突破,引起了各国材料学者的广泛研究。crconi中熵合金是其中的典型代表,并且在低温下具有优异的强塑性和断裂韧性,室温下抗拉强度可达800mpa。
2、传统熔炼工艺制备crconi中熵合金,存在生产时间长、成本较高、后续加工繁琐、组织更容易产生偏析且无法成形复杂形状零件等不足,限制了crconi中熵合金的应用。因此,有必要探索一种新型工艺能快速、高效地成形零件,以弥补传统工艺的不足。而激光直接沉积技术在合成中高熵合金方面受到越来越多的关注,高冷却速率(103k/s~106k/s)产生的高淬火效应特别有利于形成过饱和固溶相和稳定的相结构,高冷却速率还导致微观组织细化,从而通过晶界强化机制提高显微硬度和强度。通过激光直接沉积技术制备crconi中熵合金采用的原材料主要是预合金粉末,关于预混元素粉末报道较少;而使用预混元素粉末代替与合金粉末,更有利于探索合金化学成分,且具有更低的成本,在新型合金方面具有显著的优势。
3、专利文献cn 116676521 a公开了一种具有非均匀晶粒异质结构crconi基中熵合金及其制备方法,通过合金元素v的添加以及热处理工艺的调控,使合金形成了非均匀晶粒且小晶粒区域含有更多纳米级sigma析出相的异质结构,屈服强度和抗拉强度较高,断裂延伸率为29%,但存在生产时间长、组织易产生偏析、后续加工繁琐、无法成形复杂零部件的问题,延伸率相对较低。
技术实现思路
1、本发明的目的是提供一的crconi中熵合金制备方法,以预混元素粉末为原料,采用激光直接沉积技术实现crconi中熵合金室温强塑性的良好匹配。解决传统熔炼工艺制备crconi中熵合金生产时间长、成本较高、热处理繁琐、组织更容易产生偏析且无法成形复杂形状零件等问题。
2、本发明的一种激光直接沉积制备crconi合金薄壁件的方法,是按照以下步骤进行的:
3、步骤一:对304不锈钢板基板进行预处理:打磨,清洗,干燥后备用;
4、步骤二:将cr、co、ni三种单质粉末按照摩尔比1:1:1进行搅拌混合均匀,放在干燥箱中干燥6h。
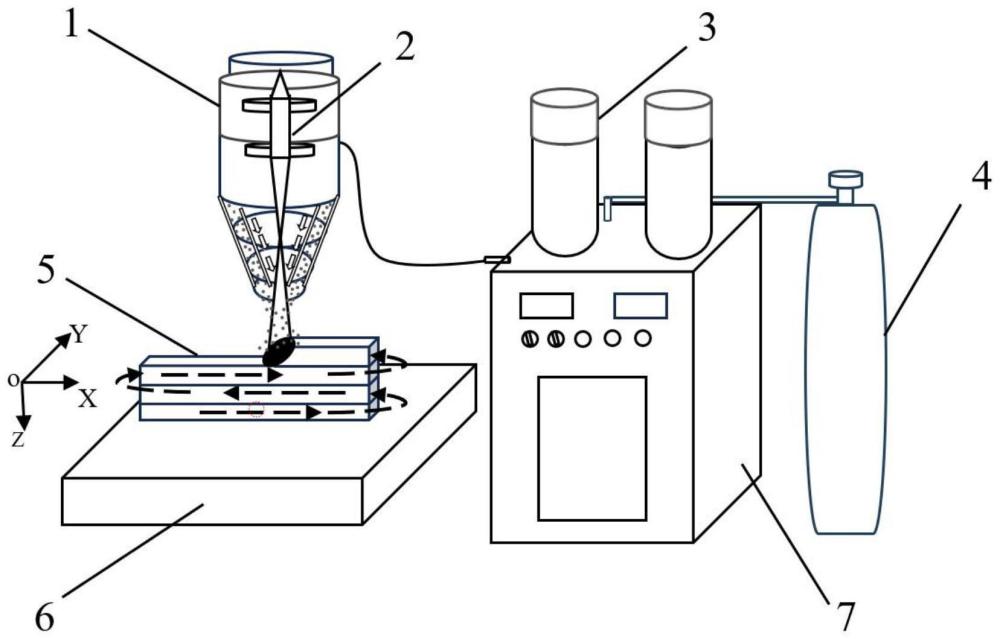
5、步骤三:将干燥好的预混元素粉末倒入送粉筒内,调节载气流量,使粉末在重力作用及载气作用下以同轴送粉形式从激光头的喷嘴环形输出。
6、步骤四:确定激光直接沉积工艺参数。
7、步骤五:开启保护气,同时控制激光器发射激光,激光器输出的光束经光纤传输至激光头,从喷嘴口输出的粉末受激到光辐照作用在基体上熔化沉积,然后通过层层循环堆积的方式成形crconi合金薄壁件。
8、进一步的,步骤一中,采用400#砂纸打磨304不锈钢基板,分别使用水和酒精对基板进行冲洗,自然环境中干燥。
9、进一步的,步骤二中,cr、co、ni三种单质粉末粒径均为50~150μm,其中ni粉和co粉为球形粉末,cr粉为非球形粉末不规则粉末。
10、进一步的,步骤二中,三种单质粉末按照摩尔比1:1:1搅拌并混合均匀,置于60℃干燥箱内进行6h干燥处理。
11、进一步的,步骤三中,载气流量为6l/min,送粉速率0.12g/s。
12、进一步的,步骤四中,采用的激光器为光纤激光器,激光的波长为1070nm,激光功率最大为1.0kw。
13、进一步的,步骤四中,激光直接沉积工艺参数为:激光功率400~800w,扫描速度2mm/s,离焦量+25mm~+35mm。
14、进一步的,步骤五中,保护气体流量为15~20l/min,可以使用氮气或者氩气作为保护气体。
15、激光直接沉积制备crconi合金薄壁件的原理:在成形过程中,利用预混元素粉末在激光作用下发生燃烧反应时放出的大量热,能够提高成形过程中的热输入,实现粉末在激光成形过程中的有效熔化,减少粉末未熔合、孔隙等缺陷的产生,争取使其成为合金主要强化相来保证合金的强韧性和高温组织稳定性,从而使合金材料不仅具有优异的力学性能,又具有良好的表面质量。在快速凝固条件下,最大限度地避免了熔池凝固过程中的元素偏析现象,成形出crconi合金薄壁件。
16、本发明的有益效果是:
17、采用预混元素粉末代替预合金粉末进行激光直接沉积,更有利于探索合金化学成分,且具有更低的成本,在新型合金方面具有显著的优势。
18、克服了传统的合金材料制备与成形过程中出现的生产时间长、组织易产生偏析、后续加工繁琐、无法成形复杂零部件的问题。
19、激光加热反应在微小熔池内的有限空间内进行,在快速凝固条件下,最大限度地避免了熔池凝固过程中的元素偏析现象,元素分布均匀。
20、制备的crconi合金薄壁件抗拉强度可达680mpa,延伸率达80%,具有较高的抗拉强度和优异的塑性。
技术特征:
1.一种激光直接沉积制备crconi合金薄壁件的方法,其特征在于,该制备步骤如下:
2.根据权利要求1所述的激光直接沉积制备crconi合金薄壁件的方法,其特征在于,步骤(1)中,利用400#砂纸打磨304不锈钢板材,去除表面氧化层,将打磨后的不锈钢板材分别用水和酒精进行清洗,去除表面残存的油污及杂质;清洗完毕后,在自然环境下干燥。
3.根据权利要求1所述的激光直接沉积制备crconi合金薄壁件的方法,其特征在于,步骤(2)中,cr、co、ni三种单质粉末粒径均为50~150μm,其中ni粉和co粉为球形粉末,cr粉为非球形粉末不规则粉末。
4.根据权利要求1所述的激光直接沉积制备crconi合金薄壁件的方法,其特征在于,步骤(2)中,粉末按照摩尔比1:1:1研磨并混合均匀,置于60℃干燥箱内进行干燥处理。
5.根据权利要求1所述的激光直接沉积制备crconi合金薄壁件的方法,其特征在于,步骤(3)中,载气流量为6l/min,送粉速率0.12g/s。
6.根据权利要求1所述的激光直接沉积制备crconi合金薄壁件的方法,其特征在于,步骤(4)中,采用的激光定向能量沉积激光器为光纤激光器,:激光的波长为1070nm,激光功率最大为1.0kw。
7.根据权利要求1所述的激光直接沉积制备crconi合金薄壁件的方法,其特征在于,步骤(4)中,激光直接沉积工艺参数为:激光功率400~800w,扫描速度2mm/s,离焦量+25mm~+35mm。
8.根据权利要求1所述的激光直接沉积制备crconi合金薄壁件的方法,其特征在于,步骤(5)中,保护气体流量为15~20l/min,保护气可采用氮气或者氩气。
技术总结
本发明公开了一种激光直接沉积制备CrCoNi合金薄壁件的方法。该方法采用304不锈钢作为基体,使用400#砂纸对基体表面进行打磨处理,然后用酒精冲洗去除油污,干燥后备用。将Cr、Co、Ni三种单质粉末按等摩尔比例研磨并混合均匀后,在60℃下干燥处理。将干燥后的混合粉末置于送粉筒后,进行激光直接沉积实验制备CrCoNi合金。本发明相较于CrCoNi合金其他制备方式,本发明生产效率高,后续加工少,逐点可控,具有形成复杂零部件的优势。使用预混元素粉末代替预合金粉末,更有利于探索合金化学成分,且具有更低的成本,在新型合金制备方面具有显著的优势。本发明所得薄壁件具有较高的抗拉强度和优异的塑性,抗拉强度为680MPa,延伸率可达80%。具有较好的应用前景。
技术研发人员:秦渊,庞帅帅
受保护的技术使用者:南京理工大学
技术研发日:
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!