一种板坯表面预处理控制方法及相关设备与流程
本发明涉及连铸工艺技术,更具体地,涉及一种板坯表面预处理控制方法及相关设备。
背景技术:
1、目前,在连铸板坯进行单辊大压过程中,由于连铸板坯的温度对压下力渗透效果影响较大,而相关技术中,对连铸板坯的温度调控手段及考量因素相对单一,无法实现对连铸板坯的温度的精准调控,进而导致板坯质量低下。
2、因此,亟需一种新的技术方案以解决上述技术问题。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
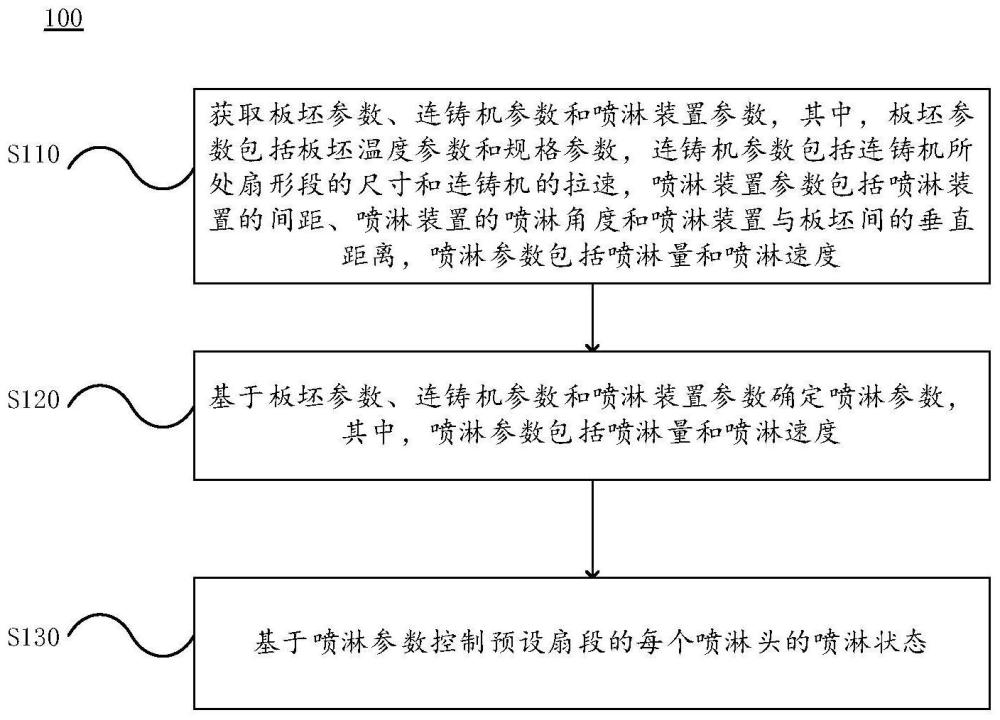
2、第一方面,本发明提出一种板坯表面预处理控制方法,包括:获取板坯参数、连铸机参数和喷淋装置参数,其中,板坯参数包括板坯温度参数和规格参数,连铸机参数包括连铸机所处扇形段的尺寸和连铸机的拉速,喷淋装置参数包括喷淋装置的间距、喷淋装置的喷淋角度和喷淋装置与板坯间的垂直距离;基于板坯参数、连铸机参数和喷淋装置参数确定喷淋参数,其中,喷淋参数包括喷淋量和喷淋速度;基于喷淋参数控制预设扇段的每个喷嘴的喷淋状态。
3、可选地,喷淋参数包括第一喷淋参数;基于板坯参数、连铸机参数和喷淋装置参数确定喷淋参数,包括:获取温度参数和预设温度参数的温度差信息;根据温度差信息、规格参数、连铸机参数和喷淋装置参数确定第一喷淋参数。
4、可选地,板坯温度参数包括板坯表面温度与板坯中心的温度差。
5、可选地,板坯参数还包括冷却效率差参数,冷却效率差参数为板坯内弧面与板坯外弧面的冷却效率差,喷淋参数包括第二喷淋参数;方法还包括:基于冷却效率差参数确定第二喷淋参数,其中,第二喷淋参数为板坯外弧面与板坯内弧面对应的喷淋量之间的比值。
6、可选地,第二喷淋参数大于或等于2.4且小于或等于4.5。
7、可选地,喷淋参数包括第三喷淋参数,方法还包括:基于板坯温度参数和温度递减规律确定板坯表面温度与板坯中心的降温速度差;根据降温速度差确定第三喷淋参数。
8、可选地,方法还包括:基于板坯温度参数获取板坯表面平均温度;在板坯表面平均温度小于或等于预设阈值的情况下,控制所有喷嘴切换或保持在停止喷淋状态。
9、第二方面,本发明提出一种板坯表面预处理控制装置,包括:获取单元,用于获取板坯参数、连铸机参数和喷淋装置参数,其中,板坯参数包括板坯温度参数和规格参数,连铸机参数包括连铸机所处扇形段的尺寸和连铸机的拉速,喷淋装置参数包括喷淋装置的间距、喷淋装置的喷淋角度和喷淋装置与板坯间的垂直距离,喷淋参数包括喷淋量和喷淋速度;确定单元,用于基于板坯参数、连铸机参数和喷淋装置参数确定喷淋参数,其中,喷淋参数包括喷淋量和喷淋速度;控制单元,用于基于喷淋参数控制预设扇段的每个喷嘴的喷淋状态。
10、第三方面,本发明提出一种电子设备,包括处理器和存储器,其中,存储器中存储有计算机程序指令,计算机程序指令被处理器运行时用于执行如第一方面任一项的板坯表面预处理控制方法。
11、第四方面,本发明提出一种存储介质,在存储介质上存储了程序指令,程序指令在运行时用于执行如第一方面任一项的板坯表面预处理控制方法。
12、本申请提出的板坯表面预处理控制方法,通过获取板坯参数、连铸机参数和喷淋装置参数,其中,板坯参数包括板坯温度参数和规格参数,连铸机参数包括连铸机所处扇形段的尺寸和连铸机的拉速,喷淋装置参数包括喷淋装置的间距、喷淋装置的喷淋角度和喷淋装置与板坯间的垂直距离;基于板坯参数、连铸机参数和喷淋装置参数确定喷淋参数,其中,喷淋参数包括喷淋量和喷淋速度,实现了综合根据板坯的实际降温需求、连铸机及喷淋装置的设备限制,全面、精准的预估,板坯在进行单辊大压过程中,实际需要的喷淋量及喷淋速度。基于喷淋参数控制预设扇段的每个喷嘴的喷淋状态,实现了根据板坯不同位置的实际温度情况,分别控制与其相对应处的喷头的状态,进而满足板坯不同位置的实际喷淋需求,从而可有效提高板坯的压下力渗透效果,最终实现提高板坯内部质量的目的。
13、本发明的坯表面预处理控制方法的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种板坯表面预处理控制方法,其特征在于,包括:
2.如权利要求1所述的板坯表面预处理控制方法,其特征在于,所述喷淋参数包括第一喷淋参数;
3.如权利要求1或2所述的板坯表面预处理控制方法,其特征在于,所述板坯温度参数包括板坯表面温度与板坯中心的温度差。
4.如权利要求1所述的板坯表面预处理控制方法,其特征在于,所述板坯参数还包括冷却效率差参数,所述冷却效率差参数为板坯内弧面与板坯外弧面的冷却效率差,所述喷淋参数包括第二喷淋参数;
5.如权利要求4所述的板坯表面预处理控制方法,其特征在于,所述第二喷淋参数大于或等于2.4且小于或等于4.5。
6.如权利要求2所述的板坯表面预处理控制方法,其特征在于,所述喷淋参数包括第三喷淋参数,
7.如权利要求1-6中的任一项所述的板坯表面预处理控制方法,其特征在于,还包括:
8.一种板坯表面预处理控制装置,其特征在于,包括:
9.一种电子设备,其特征在于,包括处理器和存储器,其中,所述存储器中存储有计算机程序指令,所述计算机程序指令被所述处理器运行时用于执行如权利要求1至7任一项所述的板坯表面预处理控制方法。
10.一种存储介质,在所述存储介质上存储了程序指令,所述程序指令在运行时用于执行如权利要求1至7任一项所述的板坯表面预处理控制方法。
技术总结
本申请提出一种板坯表面预处理控制方法及相关设备。其中,方法包括:获取板坯参数、连铸机参数和喷淋装置参数,其中,板坯参数包括板坯温度参数和规格参数,连铸机参数包括连铸机所处扇形段的尺寸和连铸机的拉速,喷淋装置参数包括喷淋装置的间距、喷淋装置的喷淋角度和喷淋装置与板坯间的垂直距离;基于板坯参数、连铸机参数和喷淋装置参数确定喷淋参数,其中,喷淋参数包括喷淋量和喷淋速度;基于喷淋参数控制预设扇段的每个喷嘴的喷淋状态。实现了根据板坯不同位置的实际温度情况,分别控制与其相对应处的喷头的状态,进而满足板坯不同位置的实际喷淋需求,从而可有效提高板坯的压下力渗透效果,最终实现提高板坯内部质量。
技术研发人员:刘洋,康永林,王国连,李新,谢翠红,王卫华,胡显堂,张虎成,方玉萍,郝宁,贾广顺,马长文,魏运飞,杨国伟,徐海卫,李海波,李战军,王臻明,季晨曦,王海宝,田志伟,王玉龙,沈开照
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/7/11
- 还没有人留言评论。精彩留言会获得点赞!