一种螺旋管管端内焊缝打磨装置及打磨方法与流程
本发明涉及一种螺旋管管端内焊缝打磨装置及打磨方法,属于螺旋管管端内焊缝打磨。
背景技术:
1、螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等,按焊缝形状可分为直缝焊管和螺旋焊管。螺旋焊接钢管比无缝钢管成本低、生产效率高,随着社会的发展,对螺旋焊缝钢管的应用愈加广泛,在螺旋焊缝钢管生产中常常需要用到打磨装置对螺旋焊缝钢管的焊缝进行打磨处理。
2、钢管内壁的焊缝处形成凸起部,在实际应用中,某些场合由于管道的两端需要连接而对管端有平整度的要求,现有的打磨装置一般是通过一个与钢管内径相当的打磨头伸入到钢管端部,对钢管内壁的一周整体进行打磨,而实际造成钢管内壁不平整的是钢管内壁的焊缝凸起部,这种对管端内壁全范围打磨的方式工作量增大,造成过度打磨。
3、综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现思路
1、本发明针对背景技术中的不足,提供一种螺旋管管端内焊缝打磨装置及打磨方法,可以根据螺旋管的钢管尺寸参数自动定位螺旋管内焊缝的空间位置,打磨装置只针对内焊缝的凸起部分进行打磨,减少不必要的打磨,使得打磨更有针对性,打磨工作量减少。
2、为解决以上技术问题,本发明采用以下技术方案:
3、一种螺旋管管端内焊缝打磨装置,包括滑动架,所述滑动架上滑动安装有打磨机构,所述打磨机构包括打磨轮安装架,打磨轮安装架上转动安装有转轴,转轴的前端固定有打磨轮,打磨轮的外侧缠绕有打磨皮带,打磨电机通过传动系统驱动转轴转动,从而带动打磨皮带进行打磨;
4、还包括控制系统,所述控制系统根据钢管尺寸参数计算出管端打磨段的内焊缝的螺旋空间曲线,并控制打磨皮带沿所述螺旋空间曲线进行打磨。
5、进一步地,打磨皮带的前侧竖直设有限位棒,限位棒的上端固定在固定方管上,所述固定方管固定于打磨轮安装架上,所述限位棒在固定方管上的位置上下可调。
6、进一步地,打磨轮的上方设有涨紧轮,打磨皮带缠绕在打磨轮和涨紧轮上,打磨轮安装架上设有涨紧装置,涨紧轮转动安装于涨紧装置上。
7、进一步地,螺旋管与驱动辊相互贴合传动,驱动辊通过步进电机驱动,步进电机实时将螺旋管的转动数据传送至控制系统。
8、进一步地,螺旋管与驱动辊相互贴合传动,驱动辊通过普通电机驱动,固定方管上安装有计米器,计米器与螺旋管的内壁相配合,计米器实时将螺旋管的转动数据传送至控制系统。
9、进一步地,所述滑动架包括竖直设置的第一滑杆,所述第一滑杆上滑动安装有滑动安装板,滑动安装板上安装有打磨轮安装架;
10、滑动安装板的上侧水平设有固定板,所述固定板与滑动安装板之间竖直设有第二滑杆,所述打磨轮安装架滑动安装在第二滑杆上,所述打磨轮安装架与固定板之间设有压缩弹簧。
11、进一步地,所述滑动架还包括设置于底部的底板和顶板,底板和顶板之间的四个边角处均设有第一滑杆,底板和顶板之间的中间位置转动安装有第一丝杆,滑动安装板上设有第一螺母,所述第一螺母与第一丝杆相互配合,顶板上设有提升电机。
12、进一步地,底板通过滑轨滑动安装在底座上,底板的底部固定有第二螺母,第二螺母内转动安装有第二丝杆,第二丝杆通过平移电机驱动,第二丝杆转动带动第二螺母移动,从而带动上端的滑动架和打磨机构前后移动。
13、一种螺旋管管端内焊缝打磨方法,包括如下步骤:
14、s1,将螺旋管的钢管尺寸参数输入控制系统,所述钢管尺寸参数包括钢管内径、钢管外径和螺旋焊缝的螺距;
15、s2,所述控制系统根据钢管尺寸参数计算出管端打磨段的内焊缝的螺旋空间曲线;
16、s3,人工控制打磨机构,将打磨皮带置于螺旋管内侧要打磨的焊缝的上端;
17、s4,打磨过程中,驱动螺旋管转动的步进电机将螺旋管的转动数据实时传送给控制系统,控制系统根据螺旋管的转动数据和步骤s2中计算的螺旋空间曲线驱动打磨皮带向前沿着内焊缝的螺旋空间曲线进行打磨。
18、进一步地,在步骤s4中,通过计米器实时将螺旋管的转动数据实时传送给控制系统,控制系统根据螺旋管的转动数据和步骤s2中计算的螺旋空间曲线驱动打磨皮带向前沿着内焊缝的螺旋空间曲线进行打磨。
19、本发明采用以上技术方案后,与现有技术相比,具有以下优点:
20、打磨前,将螺旋管的钢管尺寸参数输入控制系统,所述控制系统根据钢管尺寸参数计算出管端打磨段的内焊缝的螺旋空间曲线;驱动辊带动螺旋管转动,驱动辊通过普通电机驱动,计米器实时将螺旋管的转动数据传送至控制系统;平移电机可以带动滑动架和打磨机构向前移动,控制系统根据螺旋管的转动数据和所述螺旋空间曲线驱动打磨皮带向前沿着内焊缝的螺旋空间曲线进行打磨,从而实现了本打磨装置只针对内焊缝的凸起部分进行打磨,减少不必要的打磨,使得打磨更有针对性,打磨工作量减少。
21、下面结合附图和实施例对本发明进行详细说明。
技术特征:
1.一种螺旋管管端内焊缝打磨装置,其特征在于:包括滑动架(1),所述滑动架(1)上滑动安装有打磨机构,所述打磨机构包括打磨轮安装架(6),打磨轮安装架(6)上转动安装有转轴(7),转轴(7)的前端固定有打磨轮(9),打磨轮(9)的外侧缠绕有打磨皮带(8),打磨电机(2)通过传动系统驱动转轴(7)转动,从而带动打磨皮带(8)进行打磨;
2.如权利要求1所述的一种螺旋管管端内焊缝打磨装置,其特征在于:打磨皮带(8)的前侧竖直设有限位棒(1102),限位棒(1102)的上端固定在固定方管(1101)上,所述固定方管(1101)固定于打磨轮安装架(6)上,所述限位棒(1102)在固定方管(1101)上的位置上下可调。
3.如权利要求1所述的一种螺旋管管端内焊缝打磨装置,其特征在于:打磨轮(9)的上方设有涨紧轮(10),打磨皮带(8)缠绕在打磨轮(9)和涨紧轮(10)上,打磨轮安装架(6)上设有涨紧装置(13),涨紧轮(10)转动安装于涨紧装置(13)上。
4.如权利要求2所述的一种螺旋管管端内焊缝打磨装置,其特征在于:螺旋管与驱动辊相互贴合传动,驱动辊通过步进电机驱动,步进电机实时将螺旋管的转动数据传送至控制系统。
5.如权利要求2所述的一种螺旋管管端内焊缝打磨装置,其特征在于:螺旋管与驱动辊相互贴合传动,驱动辊通过普通电机驱动,固定方管(1101)上安装有计米器(12),计米器(12)与螺旋管的内壁相配合,计米器(12)实时将螺旋管的转动数据传送至控制系统。
6.如权利要求1所述的一种螺旋管管端内焊缝打磨装置,其特征在于:所述滑动架(1)包括竖直设置的第一滑杆(104),所述第一滑杆(104)上滑动安装有滑动安装板(105),滑动安装板(105)上安装有打磨轮安装架(6);
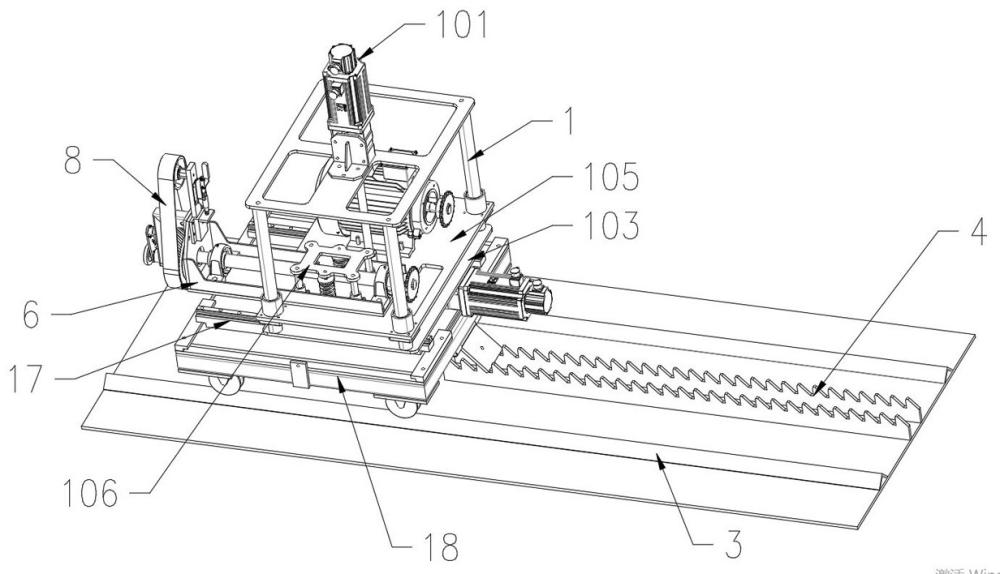
7.如权利要求6所述的一种螺旋管管端内焊缝打磨装置,其特征在于:所述滑动架(1)还包括设置于底部的底板(103)和顶板(110),底板(103)和顶板(110)之间的四个边角处均设有第一滑杆(104),底板(103)和顶板(110)之间的中间位置转动安装有第一丝杆(102),滑动安装板(105)上设有第一螺母(109),所述第一螺母(109)与第一丝杆(102)相互配合,顶板(110)上设有提升电机(101)。
8.如权利要求7所述的一种螺旋管管端内焊缝打磨装置,其特征在于:底板(103)通过滑轨(17)滑动安装在底座(18)上,底板(103)的底部固定有第二螺母(14),第二螺母(14)内转动安装有第二丝杆(15),第二丝杆(15)通过平移电机(16)驱动,第二丝杆(15)转动带动第二螺母(14)移动,从而带动上端的滑动架(1)和打磨机构前后移动。
9.一种螺旋管管端内焊缝打磨方法,用以实现如权利要求1-8任意一项所述的一种螺旋管管端内焊缝打磨装置,其特征在于:包括如下步骤:
10.如权利要求9所述的一种螺旋管管端内焊缝打磨方法,其特征在于:在步骤s4中,通过计米器(12)实时将螺旋管的转动数据实时传送给控制系统,控制系统根据螺旋管的转动数据和步骤s2中计算的螺旋空间曲线驱动打磨皮带(8)向前沿着内焊缝的螺旋空间曲线进行打磨。
技术总结
本发明公开了一种螺旋管管端内焊缝打磨装置及打磨方法,属于螺旋管管端内焊缝打磨技术领域,包括滑动架,所述滑动架上滑动安装有打磨机构,所述打磨机构包括打磨轮安装架,打磨轮安装架上转动安装有转轴,转轴的前端固定有打磨轮,打磨轮的外侧缠绕有打磨皮带,打磨电机通过传动系统驱动转轴转动,从而带动打磨皮带进行打磨;还包括控制系统,所述控制系统根据钢管尺寸参数计算出管端打磨段的内焊缝的螺旋空间曲线,并控制打磨皮带沿所述螺旋空间曲线进行打磨。本发明可以根据螺旋管的钢管尺寸参数自动定位螺旋管内焊缝的空间位置,打磨装置只针对内焊缝的凸起部分进行打磨,减少不必要的打磨,使得打磨更有针对性,打磨工作量减少。
技术研发人员:杨华杰,李坤,张伟,卜相涛,杨凯麟
受保护的技术使用者:山东沃亚森曼机械科技有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!