不锈钢带及用于提升不锈钢表面装饰膜耐指纹性能的方法与流程
本发明涉及材料,具体涉及一种不锈钢带及用于提升不锈钢表面装饰膜耐指纹性能的方法。
背景技术:
1、离子镀技术最早是由d·m·mattox于1963年提出的。其原理是镀前将真空室抽至5×10-3pa以上真空度,充入氩气,压力为10-2~10-3pa,接通高压电源,则在蒸发源与基片间产生辉光放电,在负辉光区附近产生的氩离子进入基片阴极暗区被电场加速并轰击工作表面,当阴极负高压足够大时,氩离子对工件表面产生溅射清洗作用,溅射清洗一定时间后接通蒸发电源使镀料汽化蒸发,镀料原子进入(辉光)等离子区与离化的或被激发的氩原子发生碰撞,其中部分镀料原子电离,大部分处于激发态,镀料离子与气体离子一起受到电场加速,以较高能量轰击工件和镀层表面,并与中性原子或原子团一起沉积到基体上形成镀层。
2、磁控溅射技术在过去的几十年里发展快速,如今它己经成为在工业上进行沉积覆层的重要技术。在许多方面,磁控溅射薄膜的表现都比由物理蒸发沉积制成的要好而且在同样的功能下采用磁控溅射技术制得的薄膜能够比采用其它技术制得的既厚又均匀。此技术被誉为“高速”、“低温”的溅射法,与蒸发法相比,具有镀膜层与基材的结合力强,镀膜层致密、均匀,成份容易控制等优点,应用十分广泛。
3、得益于近年来真空镀膜技术的快速发展,不锈钢装饰领域迎来了第二春。特别是以不锈钢为基底,利用各类靶材通过磁控溅射方式制备不同颜色的表面薄膜作为装饰表面的新型工艺方式,在各个领域中得到了广泛的应用,如建筑、家电、汽车和厨房用品等。氮化钛镀层具有较高的硬度、良好的耐磨性能、稳定的化学性质和极好的装饰性,很适合作为不锈钢外层的装饰镀层,但其耐指纹性能较差,现有技术中,一般在氮化钛薄膜上涂覆一层油漆来提升抗指纹效果,这种工艺的成本较高,可选的油漆力学性能都不是很好,硬度基本上都在1h以下,降低了产品的耐磨性能,从而限制了该种工艺所生产的产品在苛刻环境下的应用。
技术实现思路
1、本发明的实施例提供一种不锈钢带及一种用于提升不锈钢表面装饰膜耐指纹性能的方法,以解决现有技术中采用氮化钛镀层作为不锈钢的装饰镀层时,装饰表面的耐指纹性能较差的问题,在保证表面装饰效果的基础上同时提高了产品的耐磨性能和耐指纹性能。
2、为实现上述目的,本发明实施例采取以下的技术方案:
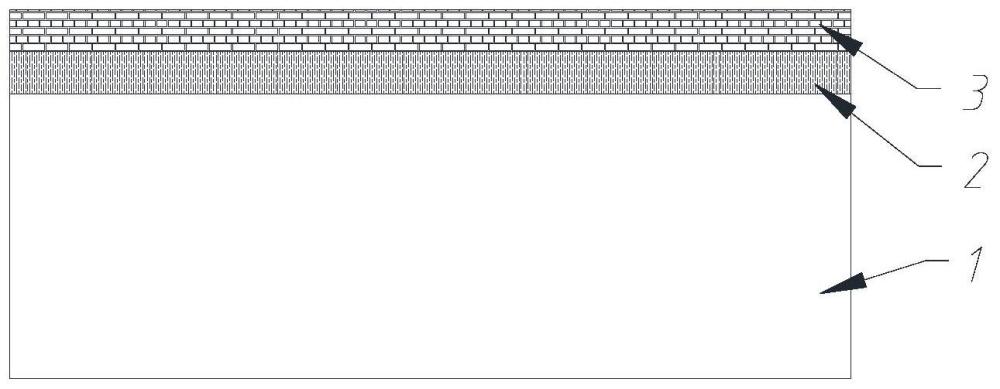
3、一种不锈钢带,包括不锈钢为基体层以及形成在基底层上的复合层,复合层为以不锈钢为基体的氮化钛镀层上继续镀一层氧化锆膜层形成氮化钛—氧化锆复合膜层;
4、其中氮化钛膜层厚度0.2~1μm,氧化锆膜层厚度0.1~0.5μm,氮化钛—氧化锆复合膜层厚度0.3~1.5μm。
5、一种用于提升不锈钢表面装饰膜耐指纹性能的方法,包括如下步骤:
6、步骤一:将不锈钢工件置于磁控溅射镀膜机中作为阳极,采用纯钛作为阴极靶材,在磁控溅射镀膜机的真空度为0.1pa~1pa的氩气和氮气氛围条件下利用真空等离子反应对所述不锈钢工件进行镀膜处理,在工件表面得到膜层厚度为0.2~1μm的氮化钛膜层;
7、步骤二:以不锈钢工件作为阳极,改用纯氧化锆作为阴极靶材,在磁控溅射镀膜机的真空度为0.1pa~1pa的氩气氛围条件下利用真空等离子反应对所述不锈钢工件进行镀膜处理,在氮化钛膜层表面得到膜层厚度为0.1~0.5μm的氧化锆膜层,从而形成膜层厚度为0.3~1.5μm的氮化钛-氧化锆复合膜层作为不锈钢表面装饰膜层。
8、进一步地,所述用于提升不锈钢表面装饰膜耐指纹性能的方法还包括对不锈钢工件进行处理的预处理步骤,预处理步骤包括除油清洗和脱水干燥;
9、所述除油清洗的具体过程为:先采用清洗液进行清洗,然后采用清水冲洗,清洗液由质量浓度为5%~10%的碱性清洗剂和水混合而成。
10、进一步地,所述纯钛靶材的质量纯度不低于99.9%。
11、进一步地,所述步骤一和所述步骤二中,镀膜处理时的脉冲负偏压为200v~600v,占空比为40%~70%,靶材电流为5a~20a。
12、进一步地,所述步骤一中,镀膜处理时间为2min~10min,所述步骤二中,镀膜处理时间为1min~5min。
13、进一步地,所述不锈钢工件为板材,氮化钛膜层厚度为0.5μm,氧化锆膜层厚度为0.3μm。
14、进一步地,所述步骤一中,靶材电流为10a,镀膜处理时间为3min;
15、所述步骤二中,靶材电流为5a,镀膜处理时间为5min。
16、进一步地,所述不锈钢工件为线材,氮化钛膜层厚度为0.6μm,氧化锆膜层厚度为0.4μm。
17、进一步地,所述步骤一中,靶材电流为5a,镀膜处理时间为8min;
18、所述步骤二中,靶材电流为8a,镀膜处理时间为5min。
19、相对于现有技术,本发明具有以下有益效果:
20、本发明实施例提供的用于提升不锈钢表面装饰膜耐指纹性能的方法,通过在不锈钢表面制备氮化钛—氧化锆复合膜层,在提升了装饰膜层的耐指纹性能和耐磨性能的同时,不影响装饰面颜色,且工艺流程简单,成本较低。
技术特征:
1.一种不锈钢带,其特征在于:包括不锈钢为基体层以及形成在基底层上的复合层,复合层为以不锈钢为基体的氮化钛镀层上继续镀一层氧化锆膜层形成氮化钛—氧化锆复合膜层;
2.一种用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,包括如下步骤:
3.根据权利要求2所述的用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,所述用于提升不锈钢表面装饰膜耐指纹性能的方法还包括对不锈钢工件(1)进行处理的预处理步骤,预处理步骤包括除油清洗和脱水干燥;
4.根据权利要求2所述的用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,所述纯钛靶材的质量纯度不低于99.9%。
5.根据权利要求2所述的用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,所述步骤一和所述步骤二中,镀膜处理时的脉冲负偏压为200v~600v,占空比为40%~70%,靶材电流为5a~20a。
6.根据权利要求5所述的用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,所述步骤一中,镀膜处理时间为2min~10min,所述步骤二中,镀膜处理时间为1min~5min。
7.根据权利要求6所述的用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,所述不锈钢工件(1)为板材,氮化钛膜层(2)厚度为0.5μm,氧化锆膜层(3)厚度为0.3μm。
8.根据权利要求7所述的用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,所述步骤一中,靶材电流为10a,镀膜处理时间为3min;
9.根据权利要求6所述的用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,所述不锈钢工件(1)为线材,氮化钛膜层(2)厚度为0.6μm,氧化锆膜层(3)厚度为0.4μm。
10.根据权利要求9所述的用于提升不锈钢表面装饰膜耐指纹性能的方法,其特征在于,所述步骤一中,靶材电流为5a,镀膜处理时间为8min;
技术总结
本发明提供一种不锈钢带及用于提升不锈钢表面装饰膜耐指纹性能的方法,其方法包括如下步骤:将不锈钢工件置于磁控溅射镀膜机中作为阳极,采用纯钛作为阴极靶材,在磁控溅射镀膜机的真空度为0.1Pa~1Pa的氩气和氮气氛围条件下利用真空等离子反应对所述不锈钢工件进行镀膜处理,在工件表面得到氮化钛膜层;以不锈钢工件作为阳极,改用纯氧化锆作为阴极靶材,在磁控溅射镀膜机的真空度为0.1Pa~1Pa的氩气氛围条件下利用真空等离子反应对所述不锈钢工件进行镀膜处理,在氮化钛膜层表面得到氧化锆膜层,从而形成氮化钛‑氧化锆复合膜层作为不锈钢表面装饰膜层。本发明的方法显著提升了装饰膜层的耐指纹性能,且工艺流程简单,操作时间短,成本较低。
技术研发人员:刘宗昆,王洪君,李亚晴,陈景鸿
受保护的技术使用者:肇庆宏旺金属实业有限公司
技术研发日:
技术公布日:2024/7/29
- 还没有人留言评论。精彩留言会获得点赞!