一种异钢种连浇及其衔接坯可利用的方法与流程
本发明属于钢铁冶炼,具体涉及一种异钢种连浇及其衔接坯可利用的方法。
背景技术:
1、现有的生产模式在进行螺纹钢异钢种连浇时,异钢种开浇时采取降低中间包液面方法减少衔接坯,还要降低连铸拉速,防止事故发生。
2、而且原生产模式进行螺纹钢异钢种连浇时,针对一连铸机对一轧机生产模式,进行钢水分罐时,产生的衔接坯含有两个钢种成分,一般都作判废回炉处理,这样就增加连铸车间钢铁料消耗,提高了生产成本。
技术实现思路
1、为了克服现有技术存在的不足,本发明的目的是提供一种异钢种连浇及其衔接坯可利用的方法。
2、本发明进行异钢种连浇,当两钢种混浇时,无需降低中间包液面浇注和不降低连铸拉速,同时衔接坯可判为合格坯,大大提升生产效率和降低生产成本。
3、一般情况下,一台连铸机浇注相同钢种成分钢水,供一台轧机生产,但在多台转炉、多台连铸、多台轧机大型螺纹钢生产企业中,为提高轧机生产效率,经常在连铸生产中进行异钢种连浇。在一台连铸对一台轧机生产时,轧机轧制规格不同,轧制速度有异,在轧制大规格时,轧制速度快,连铸坯供应不足;在轧制小规格时,轧制速度慢,连铸坯供应又有余量。因此,为降低生产成本,在提倡热轧热送生产组织中,为保证多条轧钢生产线满负荷生产,在轧制小规格时,就要求连铸机提前进行异钢种连浇,有计划进行备坯,供应钢坯给轧制大规格生产线的轧钢生产,以提高钢轧生产效率。
4、本发明的目的至少通过如下技术方案之一实现。
5、本发明提供的异钢种连浇及其衔接坯可利用的方法,为了降低合金成本,根据螺纹钢不同规格对应的力学性能不同,包括如下步骤:
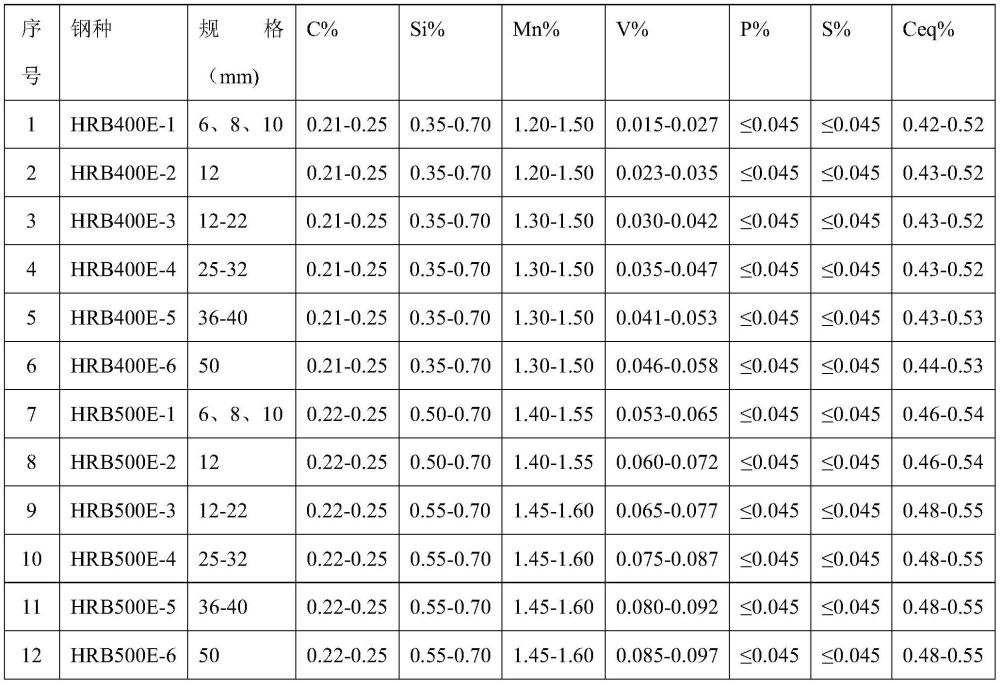
6、(1)将hrb400e盘螺螺纹钢按照公称直径从小到大依次分成2个钢种,分别编号为hrb400e-1和hrb400e-2,将hrb400e直条螺纹钢按照公称直径从小到大依次分成4个钢种,分别编号为hrb400e-3、hrb400e-4、hrb400e-5、hrb400e-6;
7、(2)将hrb500e盘螺螺纹钢按照公称直径从小到大依次分成2个钢种,分别编号为hrb500e-1和hrb500e-2,将hrb500e直条螺纹钢按照公称直径从小到大依次分为4个钢种,分别编号为hrb500e-3、hrb500e-4、hrb500e-5、hrb500e-6;
8、(3)将hrb400e-1、hrb400e-2、hrb400e-3、hrb400e-4、hrb400e-5、hrb400e-6、hrb500e-1、hrb500e-2、hrb500e-3、hrb500e-4、hrb500e-5、hrb500e-6依次排列,然后按照排列的次序顺序或逆序进行连浇处理(连浇处理可以先从hrb400e-1进行,也可以先从hrb500e-6进行),完成异钢种连浇及其衔接坯的利用。
9、进一步地,步骤(1)所述hrb400e-1的公称直径为6mm-10mm;hrb400e-2的公称直径为12mm。
10、进一步地,步骤(1)所述hrb400e-3的公称直径为12mm-22mm,hrb400e-4的公称直径为25mm-32mm。
11、进一步地,步骤(1)所述hrb400e-5的公称直径为36mm-40mm;所述hrb400e-6的公称直径为50mm。
12、进一步地,步骤(2)所述hrb500e-1的公称直径为6mm-10mm;所述hrb500e-2的公称直径为12mm。
13、进一步地,步骤(2)所述hrb500e-3的公称直径为12-22mm;所述hrb500e-4的公称直径为25-32mm。
14、进一步地,步骤(2)所述hrb500e-5的公称直径为36mm-40mm;所述hrb500e-6的公称直径为50mm。
15、进一步地,步骤(3)所述连浇处理的过程中,按照排列的序列对相邻的两个序号对应的钢种进行异钢种连浇。
16、进一步地,步骤(3)所述连浇处理的过程中,按照排列的序列依次对各钢种进行浇注钢水。
17、优选地,步骤(3)所述连浇处理的过程中,按照排列的序列顺序依次对各钢种进行浇注钢水。
18、优选地,步骤(3)所述连浇处理的过程中,按照排列的序列逆序依次对各钢种进行浇注钢水。
19、进一步地,步骤(3)所述收集钢水分罐产生的衔接坯,包括:在进行两种规格之间钢种的连浇处理过程中,收集衔接坯,并比较这两种钢种的规格大小,将所述衔接坯归入规格小的钢种中。即:将hrb400e-1、hrb400e-2螺纹钢连浇过程中的衔接坯归入hrb400e-1中,将hrb400e-2、hrb400e-3螺纹钢连浇过程中的衔接坯归入hrb400e-2中,将hrb400e-4、hrb400e-3螺纹钢连浇过程中的衔接坯归入hrb400e-3中,将hrb400e-5、hrb400e-4螺纹钢连浇过程中的衔接坯归入hrb400e-4中,将hrb400e-6、hrb400e-5螺纹钢连浇过程中的衔接坯归入hrb400e-5中,将hrb400e-6、hrb500e-1螺纹钢连浇过程中的衔接坯归入hrb400e-6中,将hrb500e-1、hrb500e-2螺纹钢连浇过程中的衔接坯归入hrb500e-1中,将hrb500e-2、hrb500e-3螺纹钢连浇过程中的衔接坯归入hrb500e-2中,将hrb500e-4、hrb500e-3螺纹钢连浇过程中的衔接坯归入hrb500e-3中,将hrb500e-5、hrb500e-4螺纹钢连浇过程中的衔接坯归入hrb500e-4中,将hrb500e-6、hrb500e-5螺纹钢连浇过程中的衔接坯归入hrb500e-5中。
20、本发明提供的异钢种连浇及其衔接坯可利用的方法,钢水分罐产生的衔接坯归入公称直径小的规格组合钢种,衔接坯按公称直径小钢种轧制,就可以保证力学性能符合国家标准,消除异钢种连浇产生衔接坯判废的情况,达到减少废品,节约生产成本目的。
21、与现有技术相比,本发明具有如下优点和有益效果:
22、(1)本发明提供的异钢种连浇及其衔接坯可利用的方法,根据螺纹钢不同规格组合对应的力学性能(主要是屈服强度)不同,按不同规格组合进行不同成分设计,并根据成分高低进行顺序排列,异钢种连浇的衔接坯可以判为合格坯利用,降低炼钢生产成本;
23、(2)本发明提供的异钢种连浇及其衔接坯可利用的方法,在异钢种连浇过程中,当两钢种混浇时,无需降低中间包液面浇注和不降低连铸拉速,提高生产效率;
24、(3)本发明提供的异钢种连浇及其衔接坯可利用的方法,适合多连铸对应多轧机生产的大型螺纹钢生产企业,在hrb400e和hrb500e螺纹钢12个钢种中,相邻两钢种可以进行异钢种连浇,加强炼钢厂与轧钢厂之间钢坯供应,提高轧钢小时钢产量,降低轧钢工序成本。
技术特征:
1.一种异钢种连浇及其衔接坯可利用的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(1)所述hrb400e-1的公称直径为6mm-10mm;hrb400e-2的公称直径为12mm。
3.根据权利要求1所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(1)所述hrb400e-3的公称直径为12mm-22mm,hrb400e-4的公称直径为25mm-32mm。
4.根据权利要求1所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(1)所述hrb400e-5的公称直径为36mm-40mm;所述hrb400e-6的公称直径为50mm。
5.根据权利要求1所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(2)所述hrb500e-1的公称直径为6mm-10mm;所述hrb500e-2的公称直径为12mm。
6.根据权利要求1所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(2)所述hrb500e-3的公称直径为12-22mm;所述hrb500e-4的公称直径为25-32mm。
7.根据权利要求1所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(2)所述hrb500e-5的公称直径为36mm-40mm;所述hrb500e-6的公称直径为50mm。
8.根据权利要求1所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(3)所述连浇处理的过程中,按照排列的序列对相邻的两个序号对应的钢种进行异钢种连浇。
9.根据权利要求8所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(3)所述连浇处理的过程中,按照排列的序列依次对各钢种进行浇注钢水。
10.根据权利要求8所述的异钢种连浇及其衔接坯可利用的方法,其特征在于,步骤(3)所述收集钢水分罐产生的衔接坯,包括:在进行两种规格之间钢种的连浇处理过程中,收集衔接坯,并比较这两种钢种的规格大小,将所述衔接坯归入规格小的钢种中。
技术总结
本发明属于钢铁冶炼技术领域,具体涉及一种异钢种连浇及其衔接坯可利用的方法。该方法包括:将HRB400E螺纹钢和HRB500E螺纹钢按照公称直径从小到大分成若干个钢种,并分别编号,然后排序,接着进行连浇处理,收集衔接坯,完成异钢种连浇及其衔接坯的利用。本发明提供的异钢种连浇及其衔接坯可利用的方法,根据螺纹钢不同规格组合对应的力学性能(主要是屈服强度)不同,按不同规格组合进行不同成分设计,并根据成分高低进行顺序排列,异钢种连浇的衔接坯可以判为合格坯利用,降低炼钢生产成本,而且在异钢种连浇过程中,当两钢种混浇时,无需降低中间包液面浇注和不降低连铸拉速,提高了生产效率。
技术研发人员:严明,刘学佳
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/9/19
- 还没有人留言评论。精彩留言会获得点赞!