一种汽车涨紧轮加工模具的制作方法
本发明涉及汽车涨紧轮,具体为一种汽车涨紧轮加工模具。
背景技术:
1、汽车涨紧轮是用于汽车传动系统的皮带张紧装置;
2、经检索,专利申请号为cn202123210690.8的申请书中,公开了一种汽车涨紧轮成型模具,包括有升降配合的上模座与下模座,其特征在于:所述上模座由上至下依次包括有上模压板、脱料板和上模板,所述下模座由下至上依次包括有下模压板、模脚、垫板和下模板,且下模板上设有左右贯通的安装槽,安装槽内设有可相对移动的左滑块与右滑块,左滑块与右滑块的内侧面上分别设有构成圆形成型腔的左半圆部分与右半圆部分,左滑块与右滑块的外侧面上分别设有与上模板驱动配合的斜面,所述下模板上还设有位于圆形成型腔内的芯轴,该芯轴可升降移动穿设于下模板与垫板上;
3、上述申请文件通过滑块的设置实现调节膜槽位置的效果,但是其之间存在间隙,并且由于整体由钢铁制作而成,因此铸液温度较高,如何在铸模时对其进行降温,加速铸造效果成为了现有需要解决的问题。
4、因此,我们提出了一种汽车涨紧轮加工模具。
技术实现思路
1、针对现有技术的不足,本发明提供了一种汽车涨紧轮加工模具,解决了现有装置难以根据需求对涨紧臂进行高效铸造的问题。
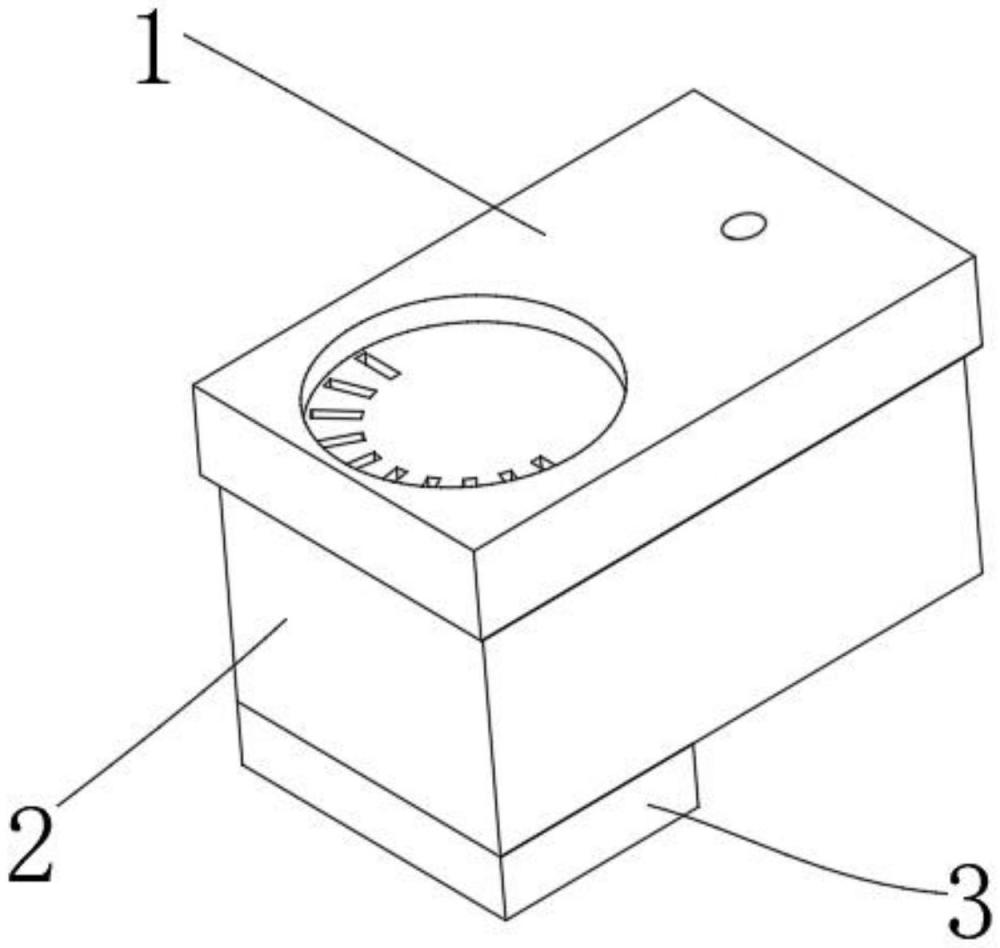
2、为实现以上目的,本发明通过以下技术方案予以实现:一种汽车涨紧轮加工模具,包括上模座及其底侧的下模座,所述上模座套装在下模座的顶侧,所述下模座的顶面上开设有铸造槽,且上模座的底部固定安装有插装在铸造槽中的铸造筒;
3、所述铸造槽由端槽及臂槽组成,且铸造槽与涨紧组件规格相适配;
4、所述下模座中贯通有位于铸造槽外侧的下冷却槽,所述上模座上也开设有与下冷却槽位置相对的上冷却槽,且下模座的底部固定安装有与下冷却槽相连通的液箱。
5、优选的,所述下冷却槽及上冷却槽呈扇形设置在铸造槽及上冷却槽的外侧;
6、其中,铸造槽及下冷却槽形状的设置,能够增加其与铸造槽外侧的接触面积,从而保证对于铸造槽内侧铸液的降温效果。
7、优选的,所述上模座的顶面上开设有液槽,且液槽与上冷却槽和下冷却槽相连通;
8、其中,液槽的设置便于向上冷却槽和下冷却槽中注入冷却水,使其在铸造过程中冷却液始终处于流动状态,以带走其中所产生的热量,保证铸造效果。
9、优选的,所述液箱的底部开设有排水槽口,且排水槽口中塞装有密封塞;
10、其中,液箱的设置能够对穿过下冷却槽中的冷却水进行收集,而便于对其进行排放和二次利用。
11、优选的,所述铸造槽内侧的底面上开设有与上模座底部铸造筒规格相适配的筒槽;
12、其中,筒槽的设置便于卡装铸造筒,保证其铸造出的涨紧臂为相应规格,保证铸模效果。
13、优选的,所述上模座中开设有与铸造槽相连通的进料槽,且进料槽为斜向槽道;
14、其中,进料槽斜向槽道的设置便于将铸液输送至铸造槽中进行后续铸模。
15、优选的,所述上模座的底部固定安装有套装在下模座外侧的围框,所述上模座的四个角处固定安装有四组钉柱,且下模座的顶面上开设有与钉柱骨骼相适配的柱槽。
16、本发明提供了一种汽车涨紧轮加工模具。具备以下有益效果:
17、该汽车涨紧轮加工模具,通过上模座及下模座的设置,能够利用其中上冷却槽及下冷却槽的设置,将冷却水使其从顶至下穿过下冷却槽,从而对其内侧所填充的铸液进行高效降温,保证铸造效果,同时铸造槽形状的设置能过直接对涨紧臂进行一体式铸模,保证铸造效果,解决了现有装置难以根据需求对涨紧臂进行高效铸造的问题。
技术特征:
1.一种汽车涨紧轮加工模具,其特征在于:包括上模座(1)及其底侧的下模座(2),所述上模座(1)套装在下模座(2)的顶侧,所述下模座(2)的顶面上开设有铸造槽(21),且上模座(1)的底部固定安装有插装在铸造槽(21)中的铸造筒(15);
2.根据权利要求1所述的一种汽车涨紧轮加工模具,其特征在于:所述下冷却槽(22)及上冷却槽(12)呈扇形设置在铸造槽(21)及上冷却槽(12)的外侧。
3.根据权利要求2所述的一种汽车涨紧轮加工模具,其特征在于:所述上模座(1)的顶面上开设有液槽(11),且液槽(11)与上冷却槽(12)和下冷却槽(22)相连通。
4.根据权利要求3所述的一种汽车涨紧轮加工模具,其特征在于:所述液箱(3)的底部开设有排水槽口,且排水槽口中塞装有密封塞。
5.根据权利要求1所述的一种汽车涨紧轮加工模具,其特征在于:所述铸造槽(21)内侧的底面上开设有与上模座(1)底部铸造筒(15)规格相适配的筒槽(24)。
6.根据权利要求1所述的一种汽车涨紧轮加工模具,其特征在于:所述上模座(1)中开设有与铸造槽(21)相连通的进料槽(13),且进料槽(13)为斜向槽道。
7.根据权利要求1所述的一种汽车涨紧轮加工模具,其特征在于:所述上模座(1)的底部固定安装有套装在下模座(2)外侧的围框(14),所述上模座(1)的四个角处固定安装有四组钉柱(16),且下模座(2)的顶面上开设有与钉柱(16)骨骼相适配的柱槽(23)。
技术总结
本发明公开了一种汽车涨紧轮加工模具,涉及汽车涨紧轮领域,解决了现有装置难以根据需求对涨紧臂进行高效铸造的问题,采用了如下方案:包括上模座及下模座,所述下模座的顶面上开设有铸造槽,且上模座的底部固定安装有插装在铸造槽中的铸造筒;所述铸造槽由端槽及臂槽组成,且铸造槽与涨紧组件规格相适配;所述下模座中贯通有位于铸造槽外侧的下冷却槽,所述上模座上也开设有与下冷却槽位置相对的上冷却槽,且下模座的底部固定安装有与下冷却槽相连通的液箱;该汽车涨紧轮加工模具,通过上模座及下模座的设置,能够利用其中上冷却槽及下冷却槽的设置,将冷却水使其从顶至下穿过下冷却槽,从而对其内侧所填充的铸液进行高效降温。
技术研发人员:项公付,王秋
受保护的技术使用者:温州天纳福汽车轴承股份有限公司
技术研发日:
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!