一种柴油机轴孔研磨加工装置及方法与流程
本发明涉及柴油机,尤其是涉及一种柴油机轴孔研磨加工装置及方法。
背景技术:
1、机体是柴油机骨架,曲轴、凸轮轴等运动件安装在机体主轴孔、凸轮轴孔内,为保证柴油机工作性能,机体轴孔的加工质量至关重要,是保证后续机体可以正常运转的前提基础。
2、机体在加工主轴孔过程中,由于刀具切削,多种因素的影响,个别主轴孔档位表面质量不太好,个别档位需要研磨,还有在维修过程中,个别机体档位需要研磨修复主轴孔,目前研磨修复轴孔的方法主要使用加工中心进行研磨。
3、为了保证机体同轴度的加工要求,研磨过程十分的繁琐,需要先找正轴孔,误差控制在0.01mm内,同时因为各档的研磨余量存在非常细微的差别,给轴孔的研磨加工造成极大的不便,稍有不慎就会使同轴度发生变化,影响机体装配。同时,一般而言主轴孔的研磨仅仅是针对个别档位,为此还需要将整个机体安装到工作台上,会极大地耗费人力物力,影响正常机体的加工进度。
4、如果机体个别档在运行过程中出现磨损,拆机进行修复需要的花费是特别巨大的,急需一种便携式的研磨工具,将机体轴孔的研磨由加工中心转到人为控制,可以极大便利主轴孔的研磨,不受空间场地的限制。
技术实现思路
1、本发明的目的在于提供一种柴油机轴孔研磨加工装置及方法,以解决现有技术中存在的机体主轴孔个别档位表面需要研磨时,采用拆机修复影响加工精度的技术问题。本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
2、为实现上述目的,本发明提供了以下技术方案:
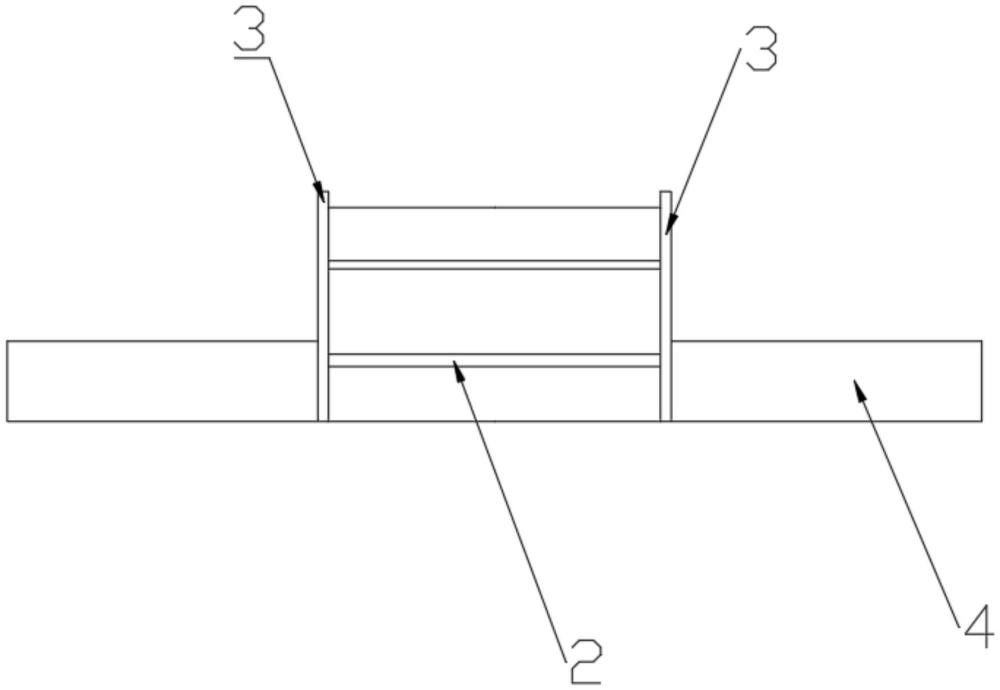
3、本发明提供的柴油机轴孔研磨加工装置,包括装置本体,所述装置本体具有一弧形的研磨面,所述研磨面的半径与柴油机的轴孔的半径相同,在所述研磨面圆周方向上间隔分布有若干研磨膏槽。
4、进一步地,在所述研磨面的两侧设置有定位卡挡。
5、进一步地,在所述装置本体上设置有滑动手柄。
6、进一步地,所述滑动手柄设置在所述装置本体的两侧。
7、进一步地,所述滑动手柄的直径为柴油机的轴孔直径的四分之一。
8、进一步地,所述研磨面的圆心角为120°。
9、进一步地,还包括测量结构,所述测量结构包括磁力表架和千分表,所述磁力表架设置在芯轴上,所述千分表设置在所述磁力表架上。
10、一种柴油机轴孔研磨加工方法,采用如上所述的柴油机轴孔研磨加工装置,加工方法包括以下步骤:
11、获取需研磨档位,对不需要研磨档位做好防护;
12、在装置本体的研磨膏槽中加注研磨膏并抹平,使研磨膏槽内研磨膏均匀分布;
13、装置本体穿过柴油机轴孔,使研磨面与柴油机轴孔内壁贴合,施加作用力于所述装置本体,以使所述研磨面沿柴油机轴孔内壁滑动,对柴油机轴孔进行研磨;
14、研磨预设时间,观察研磨状态并测量数据,直至柴油机轴孔符合质量要求;
15、研磨结束并清理。
16、进一步地,获取需研磨档位,对不需要研磨档位做好防护,还包括:
17、检查柴油机轴孔状态,进行拍照记录,记录表面质量较差的位置,对表面质量较差的位置增加研磨力度;
18、清洗轴孔,去除油污毛刺。
19、进一步地,预设时间为3-5min。
20、本发明的有益效果是:本发明提供的柴油机轴孔研磨加工装置,在装置本体上设置有弧形研磨面,弧形研磨面的半径与轴孔的半径相同,弧形研磨面与轴孔的内壁尺寸一致,通过弧形研磨面能够研磨轴孔的内壁,从而对轴孔质量不太好的档位直接研磨,不需要再安装到机床上拉直找正,加工修复,能够省掉很多中间步骤,可以提高加工生产效率,而且仅仅需要针对特定档位进行研磨,非常具有针对性;其次,采用本发明提供的柴油机轴孔研磨加工装置,使用过程操作简单便捷,该研磨工具可以进行手工操作,不必被空间环境大小限制,同时采用手动操作,更有利于随时观察研磨状况,及时进行研磨调整;另外,该研磨工具可以进行手工操作,手工操作能够减少使用电动工具时存在的危险因素,提高研磨加工过程中的安全性,保障工人安全。
技术特征:
1.一种柴油机轴孔研磨加工装置,其特征在于,包括装置本体,所述装置本体具有一弧形的研磨面,所述研磨面的半径与柴油机的轴孔的半径相同,在所述研磨面圆周方向上间隔分布有若干研磨膏槽。
2.根据权利要求1所述的柴油机轴孔研磨加工装置,其特征在于,在所述研磨面的两侧设置有定位卡挡。
3.根据权利要求2所述的柴油机轴孔研磨加工装置,其特征在于,在所述装置本体上设置有滑动手柄。
4.根据权利要求3所述的柴油机轴孔研磨加工装置,其特征在于,所述滑动手柄设置在所述装置本体的两侧。
5.根据权利要求3所述的柴油机轴孔研磨加工装置,其特征在于,所述滑动手柄的直径为柴油机的轴孔直径的四分之一。
6.根据权利要求1所述的柴油机轴孔研磨加工装置,其特征在于,所述研磨面的圆心角为120°。
7.根据权利要求4所述的柴油机轴孔研磨加工装置,其特征在于,还包括测量结构,所述测量结构包括磁力表架和千分表,所述磁力表架设置在芯轴上,所述千分表设置在所述磁力表架上。
8.一种柴油机轴孔研磨加工方法,其特征在于,采用如权利要求7所述的柴油机轴孔研磨加工装置,加工方法包括以下步骤:
9.根据权利要求8所述的柴油机轴孔研磨加工方法,其特征在于,获取需研磨档位,对不需要研磨档位做好防护,还包括:
10.根据权利要求8所述的柴油机轴孔研磨加工方法,其特征在于,预设时间为3-5min。
技术总结
本发明提供了一种柴油机轴孔研磨加工装置及方法,涉及柴油机技术领域,解决了现有技术中存在的机体主轴孔个别档位表面需要研磨时,采用拆机修复影响加工精度的技术问题。该柴油机轴孔研磨加工装置及方法包括装置本体,所述装置本体具有一弧形的研磨面,所述研磨面的半径与柴油机的轴孔的半径相同,在所述研磨面圆周方向上间隔分布有若干研磨膏槽。本发明用于提供一种提高加工效率、提高研磨效果及保障工人安全的柴油机轴孔研磨加工装置及方法。
技术研发人员:翟昱昊,李继民,丁文杰,韩莉,李炳,史戈军
受保护的技术使用者:河南柴油机重工有限责任公司
技术研发日:
技术公布日:2024/8/1
- 还没有人留言评论。精彩留言会获得点赞!