一种球笼的内磨工装及方法与流程
本发明属于磨具工装,尤其涉及一种球笼的内磨工装及方法。
背景技术:
1、球笼也叫做“等速万向节”,是轿车传动系统中的重要部件,其作用是将发动机的动力从变速器传递到两个前车轮,驱动轿车高速行驶。球笼的结构形状属于空心球体的一部分,且球面壁上开有槽,如图4所示。加工该零件过程比较复杂,工序步骤较多,其中内球面的磨削属于加工过程中的一道重要工序,由于该零件结构的特殊性,直接装夹磨削内球面,会导致零件的变形量增加,最后的成品零件尺寸超差,不满足图纸设计要求,装配过程困难。
2、公开号为cn111702562a的专利文件公开了一种齿环等速万向节的自动化加工系统及其加工方法,包括基座,所述基座的左顶部固定连接有粗加工打磨装置,所述基座顶部的中间固定设置有进取料自动夹持装置,所述基座的右顶部固定设置有操作面板,该齿环等速万向节的自动化加工系统及其加工方法,解决人工来将齿环等速万向节进行固定夹持和人工取料,人工夹持存在一定的危险,会造成工作人员手被夹伤的现象,取料会耽误打磨的速度,无法提高装置打磨的效率,另外在对齿环等速万向节的表面进行打磨时,需要正面打磨完还需要翻面来继续进行打磨,在拆卸在安装的过程中,会存在表面打磨的厚度不一,影响下一道工艺的生产的问题。当等速万向节形状为球状,且设置有凹槽时,等速万向节与环形固定夹具接触面积减小,容易导致受力不均匀而影响加工质量的情况,该系统不适用于加工该类型球笼。
技术实现思路
1、为解决上述技术问题,本发明提供了一种球笼的内磨工装及方法。
2、本发明通过以下技术方案得以实现。
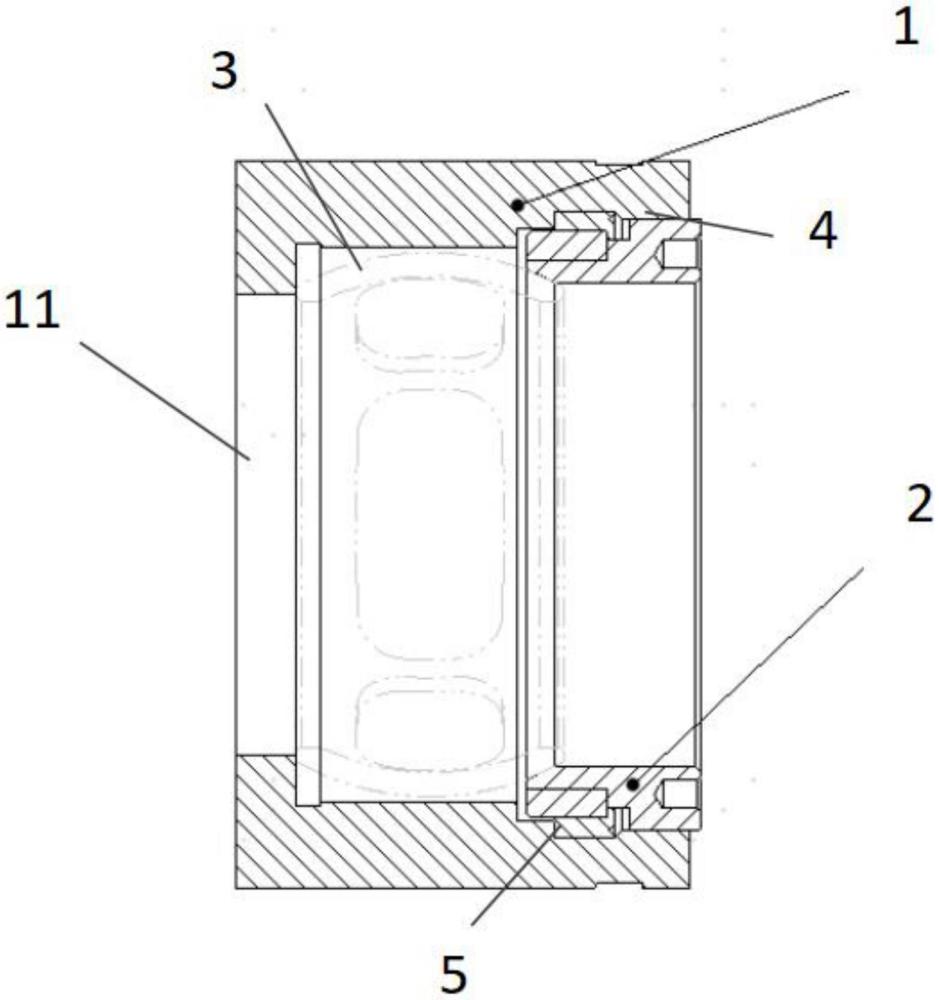
3、本发明提供的一种球笼的内磨工装,包括定位套和压盖,所述定位套上设置凹槽a和凹槽b,定位套通过凹槽b与压盖连接。
4、优选地,所述定位套和压盖均为环状结构,所述凹槽a设置在定位套内的中部,所述凹槽b设置在定位套内的一侧,凹槽a的直径小于凹槽b的直径。
5、优选地,所述压盖一侧设置外螺纹,压盖一端设置倒角。
6、优选地,所述压盖上设置凹槽c,所述凹槽c在压盖中部。
7、优选地,所述压盖上设置孔,所述孔设置在压盖端部且绕压盖圆周均匀分布设置若干个。
8、优选地,所述凹槽b内设置螺纹,定位套通过螺纹与与压盖螺纹连接。
9、优选地,所述凹槽b上设置凹槽d。
10、优选地,所述定位套的开口直径小于凹槽a及凹槽b的直径。
11、一种球笼内磨工装的使用方法,包括以下步骤:
12、s1:把需要磨削内球面的球笼零件通过凹槽b装入至凹槽a内,
13、s2:将压盖的倒角端悬进定位套内,在压盖的孔插入棒状工具,手持棒状工具对压盖进行旋转,直至压盖的一端与球笼的外球面接触,对球笼进行固定压紧,
14、s3:将装配球笼后的内磨工装装入磨床上,通过磨床夹住定位套的外圆面,进而对球笼进行内球面磨削。
15、本发明的有益效果在于:
16、1、本发明通过将球笼置于定位套内,再通过压盖进行紧固固定,定位套通过与压盖螺纹连接,方便压盖的安装及拆卸,并能够根据情况调节紧固程度。该内磨工装结构简单,使用方便,在不改变球笼本身结构形状的前提下,通过定位套的内圆面与球笼外径接触,辅助增加了球笼的刚性,解决了磨削内球面时由于刚性不足导致零件尺寸超差的问题。
17、2、本发明的工装解决了由于直接装夹,定位夹紧不牢靠,造成的磨削后尺寸有误差的问题;工装中球笼的装夹定位靠的是球笼两端面,保护了已加工好的球笼外球面;球笼最大外球面与定位套的内圆面接触,磨削加工时,辅助增加了球笼壁的刚性;磨削后的球笼尺寸满足图纸设计要求,解决了废品率高的问题。
技术特征:
1.一种球笼的内磨工装,其特征在于:包括定位套(1)和压盖(2),所述定位套(1)上设置凹槽a(3)和凹槽b(4),定位套(1)通过凹槽b(4)与压盖(2)连接。
2.如权利要求1所述的一种球笼的内磨工装,其特征在于:所述定位套(1)和压盖(2)均为环状结构,所述凹槽a(3)设置在定位套(1)内的中部,所述凹槽b(4)设置在定位套(1)内的一侧,凹槽a(3)的直径小于凹槽b(4)的直径。
3.如权利要求1所述的一种球笼的内磨工装,其特征在于:所述压盖(2)一侧设置外螺纹(5),压盖(2)一端设置倒角(6)。
4.如权利要求1所述的一种球笼的内磨工装,其特征在于:所述压盖(2)上设置凹槽c(7),所述凹槽c(7)在压盖(2)中部。
5.如权利要求1所述的一种球笼的内磨工装,其特征在于:所述压盖(2)上设置孔(8),所述孔(8)设置在压盖(2)端部且绕压盖(2)圆周均匀分布设置若干个。
6.如权利要求1所述的一种球笼的内磨工装,其特征在于:所述凹槽b(4)内设置螺纹(9),定位套(1)通过螺纹(9)与与压盖(2)螺纹连接。
7.如权利要求1所述的一种球笼的内磨工装,其特征在于:所述凹槽b(4)上设置凹槽d(10)。
8.如权利要求1所述的一种球笼的内磨工装,其特征在于:所述定位套(1)的开口(11)直径小于凹槽a(3)及凹槽b(4)的直径。
9.一种如权利要求1-8任一项所述的球笼内磨工装的使用方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种球笼的内磨工装及方法,所述工装包括定位套和压盖,所述定位套上设置凹槽A和凹槽B,定位套通过凹槽B与压盖连接。本发明通过将球笼置于定位套内,再通过压盖进行紧固固定,定位套通过与压盖螺纹连接,方便压盖的安装及拆卸,并能够根据情况调节紧固程度。该内磨工装结构简单,使用方便,既保证了球笼零件的已加工面不受损伤,又能在不改变球笼本身结构形状的前提下,通过定位套的内圆面与球笼外径接触,辅助增加了球笼的刚性,达到了球笼内球面磨削尺寸的稳定,解决了废品率高的难题。
技术研发人员:张秀英,胡玉柱,赵龙,王昌杰
受保护的技术使用者:贵州詹阳动力重工有限公司
技术研发日:
技术公布日:2024/8/13
- 还没有人留言评论。精彩留言会获得点赞!