一种具有均匀拉拔性能的低碳热轧圆盘条及其制备方法与流程
本发明涉及钢铁冶炼和高速线材轧制,具体涉及一种具有均匀拉拔性能的低碳热轧圆盘条及其制备方法。
背景技术:
1、拉丝材盘条是在生产建设中用量较广的产品之一,用于拉拔成不同规格的钢丝,再制成不同的钢丝制品、标准件及各种非标件等,由于使用用途及要求的不同,对盘条的成分、强度、面缩等指标的要求也不相同。通常低碳拉丝材盘条都要经过拉丝的工序,而拉拔过程对于盘条的铁素体晶粒尺寸、脱碳层、夹杂物、组织均匀性以及盘条氧化皮结构和厚度都有较为严格的要求,但是拉丝材盘条在生产过程中返废率高,并且不同客户对拉丝材盘条的使用要求也不同,现有工艺条件下的低碳拉丝盘条无法满足客户多变的需求,同时生产过程中产品合格率也比较低。大部分低碳钢盘条通常只含有碳硅锰元素,或者添加微量的硼,但是在生产时,因脱氧元素的限制,导致脱氧不够充分,并且容易导致缩孔和表面缺陷,后期通常需要采用修磨的方式来改善坯料表面质量,费时费力,成本较高。
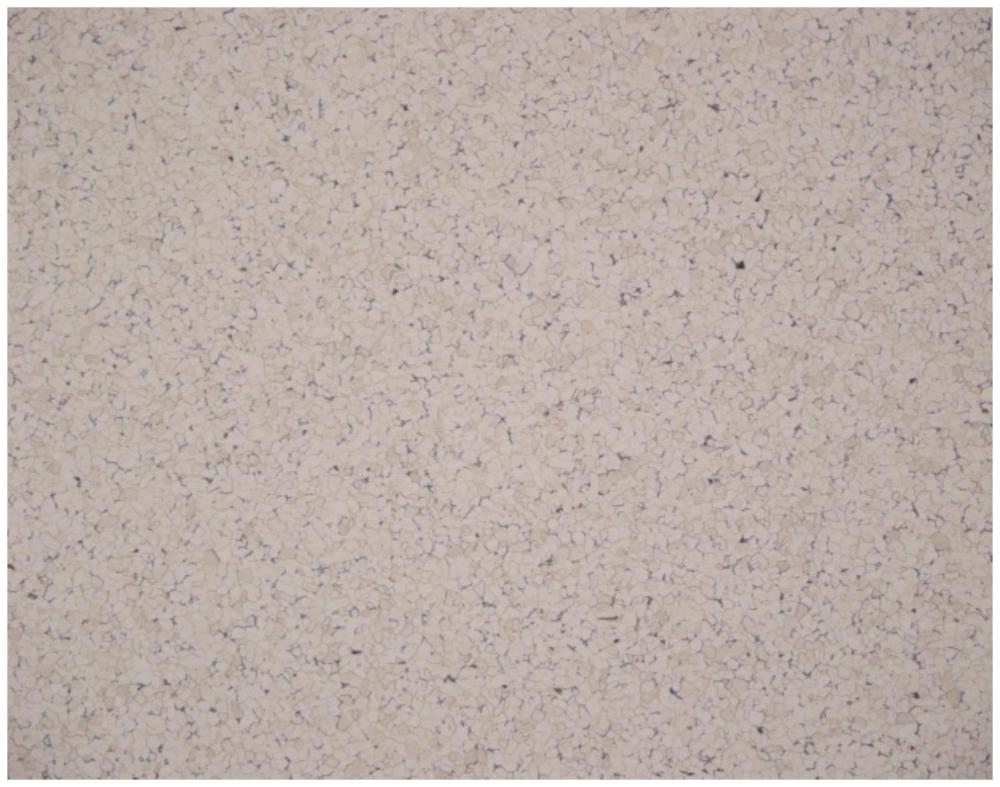
2、拉伸均一性,对低碳线材拉拔性能有较大影响,良好的拉伸均一性,不仅可减少断头,大大提高拉拔成材率而且还可延长拉丝模寿命。拉伸均一性与生产工艺密切相关,诸如成分均匀性、线材直径、吐丝温度、线环在运输机上的冷却效果等对其都有不同程度的影响。拉拔性能的均匀稳定性最终体现在拉丝材截面上金相晶粒度是否均匀有直接影响。钢材内部晶粒组织不均是材料常见的组织缺陷,在单一金相视场组织晶粒尺寸大小不一,形态各异,具体表现为在盘条表面薄层内晶粒粗大,盘条中部和心部晶粒则细小均匀,换而言之,具有均匀截面晶粒度,是提高拉丝材拉拔性能的有效途径。
3、cn201210141283.2“控制低碳钢盘条带状组织的高线生产方法”加热炉均热段温度控制在1080-1120℃,保温时间30-40分钟,保证合金元素的均匀化扩散;经过6道次粗轧,6道次中轧,6道次预精轧,10道次无扭精轧,合理设定各变形阶段的轧制温度和变形量;开启并强化精轧过程中的水冷导位,精轧温升控制在100-120℃;轧后采用五个水冷箱进行快速冷却,保证前三个水冷箱的温降在100-150℃,吐丝温度控制在850-900℃;盘条吐丝后,合理设定辊道传输速率和盘条在斯太尔摩风冷线上的厚度,空冷速率控制在1-3℃/s,相变温度控制在700-780℃。有效的将低碳钢盘条带状组织级别控制在2级以下。该技术解决的是低碳盘条的带状组织问题,从而提高冷镦性能。对于拉丝材而言,该方法由于采用了轧后的快速冷却,对晶粒度均匀性造成较大影响。并不能解决拉丝材截面均匀晶粒度问题。
技术实现思路
1、本发明的目的之一是提供一种具有均匀拉拔性能的低碳热轧圆盘条。
2、本发明的目的之二是提供一种具有均匀拉拔性能的低碳热轧圆盘条的制备方法。
3、本发明目的之一通过以下技术方案实现:一种具有均匀拉拔性能的低碳热轧圆盘条,其化学组分以重量百分比计包括:c≤0.07%,si≤0.18%,mn 0.15~0.80%,n≤0.007%,o≤0.004%,以及cr 0.30~0.50%、ti 0.05~0.08%和b0.0008~0.0070%中的任意一种或两种,余量为fe和不可避免的杂质。
4、进一步地,所述的盘条中添加cr时,若c 0.06~0.12%,控制mn含量为0.15~0.35%;若c 0.12~0.30%,则控制mn含量为0.35~0.60%。
5、本发明目的之二通过以下技术方案实现:一种具有均匀拉拔性能的低碳热轧圆盘条的制备方法,包括加热炉加热、初扎、精扎、吐丝和冷却工序,其中,加热炉加热工序中,控制加热炉均热段温度控制在1050~1090℃、加热2段温度控制在1080~1120℃,加热1段温度控制在880~920℃,且要求加热总时间≥95min。
6、进一步地,精扎工序中,控制钢坯进精扎温度为840~880℃。在实施例中,利用精轧机前水箱闭环反馈式调节功能,选择温度控制模式,根据设定的温度自动调整水箱流量,控制进精轧温度。
7、进一步地,精扎工序中,控制钢坯出精轧机的终轧温度在990℃~1020℃,避免轧件变形过程温度过高,导致奥氏体晶粒异常长大,导致截面晶粒不均。在实施例中,利用精轧机组机架间水冷系统,控制出精轧机的终轧温度。
8、进一步地,吐丝工序中,控制吐丝机的吐丝温度在830~870℃。防止精轧后轧件温度过高,导致组织异常长大,产生晶粒大小差异过大。在实施例中,利用水箱闭环反馈调节功能,控制吐丝温度。
9、进一步地,冷却工序中,吐丝机出丝进入辊道速度为0.2~0.6m/s;风机开启前0~6台,风机的佳灵装置开度调整为40%,且保温罩全部开启。
10、本发明的优点:
11、本发明通过对添加cr、ti和b系列的化学成分进行设计和优化,并通过对开轧温度、吐丝温度以及斯太尔摩风冷参数的有效控制,确保拉丝材截面晶粒度均匀,可以实现在钢丝拉拔生产时,适合拉拔的内部和表面的组织结构和性能要求,采用不同元素的组合能更好的适应客户的使用要求,并且采用本发明的技术方案可以大幅度降低低碳钢盘条在生产过程中导致的返废,减少表面缺陷的产生,有效地提高低碳钢盘条合格率。
12、本发明可以有效地控制拉丝材截面的晶粒度不均匀现象,显著提高拉拔性能,适用于高速线材低碳热轧拉丝盘条组织性能的优化。
技术特征:
1.一种具有均匀拉拔性能的低碳热轧圆盘条,其特征是,其化学组分以重量百分比计包括:c≤0.07%,si≤0.18%,mn 0.15~0.80%,n≤0.007%,o≤0.004%,还包括cr 0.30~0.50%、ti 0.05~0.08%和b 0.0008~0.0070%中的任意一种或两种,余量为fe和不可避免的杂质。
2.根据权利要求1所述的具有均匀拉拔性能的低碳热轧圆盘条,其特征是,所述的盘条中添加cr时,若c 0.06~0.12%,控制mn含量为0.15~0.35%;若c 0.12~0.30%,则控制mn含量为0.35~0.60%。
3.一种具有均匀拉拔性能的低碳热轧圆盘条的制备方法,包括加热炉加热、初扎、精扎、吐丝和冷却工序,其特征是,所述加热炉加热工序中,控制加热炉均热段温度控制在1050~1090℃、加热2段温度控制在1080~1120℃,加热1段温度控制在880~920℃,且要求加热总时间≥95min。
4.根据权利要求3所述的具有均匀拉拔性能的低碳热轧圆盘条的制备方法,其特征是,所述精扎工序中,控制钢坯进精扎温度为840~880℃。
5.根据权利要求4所述的具有均匀拉拔性能的低碳热轧圆盘条的制备方法,其特征是,利用精轧机前水箱闭环反馈式调节功能,选择温度控制模式,根据设定的温度自动调整水箱流量,控制进精轧温度。
6.根据权利要求3所述的具有均匀拉拔性能的低碳热轧圆盘条的制备方法,其特征是,所述精扎工序中,控制钢坯出精轧机的终轧温度在990℃~1020℃。
7.根据权利要求6所述的具有均匀拉拔性能的低碳热轧圆盘条的制备方法,其特征是,利用精轧机组机架间水冷系统,控制出精轧机的终轧温度。
8.根据权利要求3所述的具有均匀拉拔性能的低碳热轧圆盘条的制备方法,其特征是,所述吐丝工序中,控制吐丝机的吐丝温度在830~870℃。
9.根据权利要求3所述的具有均匀拉拔性能的低碳热轧圆盘条的制备方法,其特征是,所述冷却工序中,吐丝机出丝进入辊道速度为0.2~0.6m/s;风机开启前0~6台,风机的佳灵装置开度调整为40%,且保温罩全部开启。
技术总结
本发明公开了一种具有均匀拉拔性能的低碳热轧圆盘条,其化学组分以重量百分比计包括:C≤0.07%,Si≤0.18%,Mn 0.15~0.80%,N≤0.007%,O≤0.004%,还包括Cr 0.30~0.50%、Ti 0.05~0.08%和B 0.0008~0.0070%中的任意一种或两种,余量为Fe和不可避免的杂质。本发明还公开了所述低碳热轧圆盘条的制备方法,通过对开轧温度、吐丝温度以及斯太尔摩风冷参数的有效控制,确保拉丝材截面晶粒度均匀,可以实现在钢丝拉拔生产时,适合拉拔的内部和表面的组织结构和性能要求。
技术研发人员:许耀生,刘逖,高耀,周坚,贺海清
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/10/14
- 还没有人留言评论。精彩留言会获得点赞!