一种汽车悬挂拉杆衬套浇铸成型设备的制作方法
本发明涉及汽车悬挂拉杆衬套浇铸加工领域,具体是涉及一种汽车悬挂拉杆衬套浇铸成型设备。
背景技术:
1、汽车悬挂拉杆衬套浇铸工艺包括模具设计制作、熔炼金属、浇注铸造、冷却凝固和脱模清理等步骤,现有部分浇铸液在填充至浇铸设备的模具中后,浇铸液分布不均,影响浇铸产品的质量。
2、为此,专利公开号为cn104588626b的一种浇铸设备,该方法包括如下步骤:s1、将浇铸液体通过设在模具上的浇铸口浇到模具内;s2、通过模具的运动使浇铸液体填充满模具的浇铸腔;s3、对浇铸液体冷却并使其凝固以形成铸坯;该设备包括:模具,其具有浇铸腔和浇铸口,浇铸腔和浇铸口连通;浇铸装置,用以制备浇铸液体并且将浇铸液体浇入浇铸口;运动装置,所述模具安装在所述运动装置上,所述运动装置由运动驱动机构驱动,借以带动模具运动,浇铸腔内的浇铸液体通过其惯性填充满所述浇铸腔;通过运动装置带动模具运动,位于浇铸腔内的浇铸液体受惯性力,从而填充满整个浇铸腔,浇铸效果好。
3、现有的一些浇铸方法采用人工的方式,人工浇铸金属液时危险性较高,金属液飞溅容易产生烧伤的情况,且人工浇铸也不能精准的控制浇铸流速,浇铸速度直接影响到加工产品的成型质量,此外,现有的部分浇铸设备在浇铸前不便于对金属液进行搅拌,金属液静置时间较长会影响到浇铸时的流动性和均匀性,从而最终影响到产品性能。
技术实现思路
1、针对上述问题,提供一种汽车悬挂拉杆衬套浇铸成型设备,通过移动式熔炼存储罐和熔炼存储罐上控制浇铸流速的限速组件解决了人工浇铸金属液时危险性较高,金属液飞溅容易产生烧伤的情况,且人工浇铸也不能精准的控制浇铸流速,浇铸速度直接影响到加工产品的成型质量。
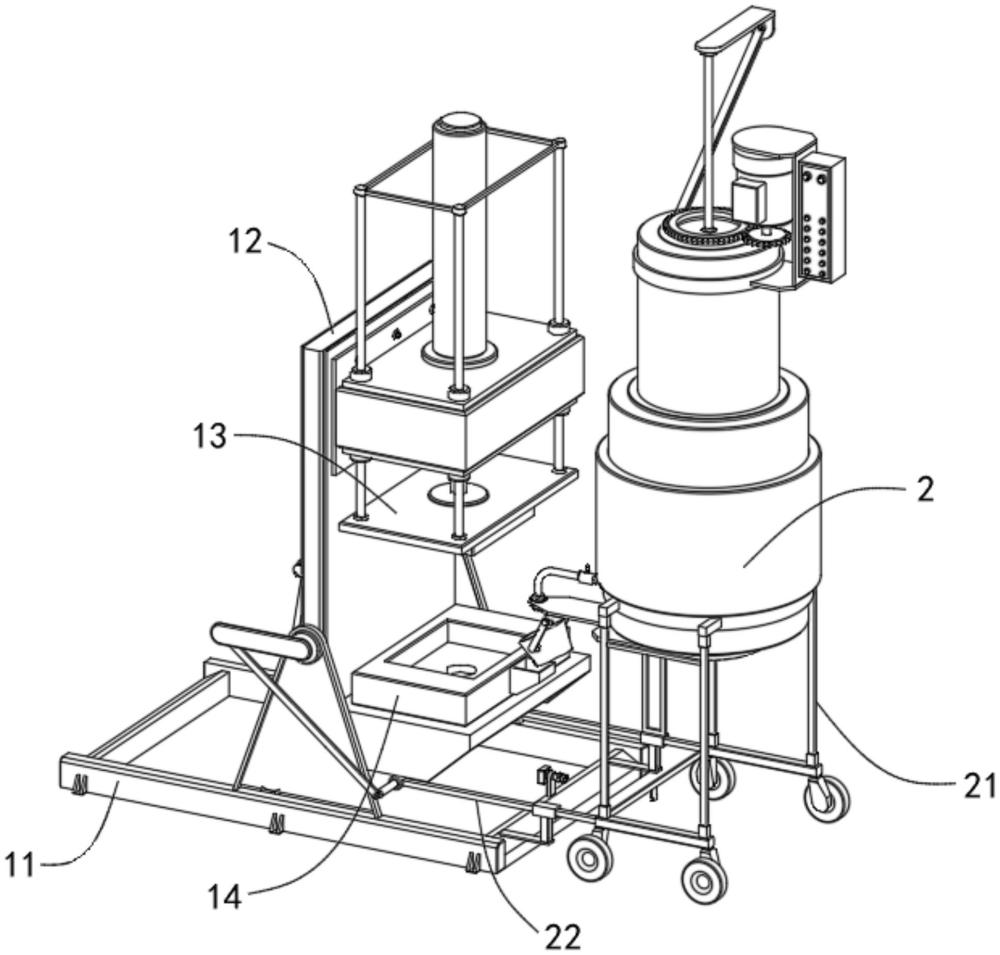
2、为解决现有技术问题,本发明提供一种汽车悬挂拉杆衬套浇铸成型设备,包括底座、转动安装在底座上的支撑架、滑动安装在支撑架上的上模具、固定安装在支撑架上的下模具,浇铸成型设备还包括贯通安装在下模具上的浇铸通道、转动连接在底座和支撑架之间用于驱动支撑架转动的动力液压杆、对应在下模具旁用于存储浇铸液的熔炼存储罐;所述熔炼存储罐上安装有用于调整与底座之间距离的移动架,熔炼存储罐上安装有调节浇铸速度的限速组件,限速组件对应设置在浇铸通道的上方;限速组件安装在熔炼存储罐上,浇铸时通过控制转向臂调节浇铸杯对应在浇铸通道上的角度,浇铸杯角度的变化影响到金属液浇铸的流速,提高浇铸质量,并且浇铸杯中设置有过滤网盘结构,在浇铸过程中还可以过滤金属液中的部分杂质物体,提高制作衬套的质量。
3、优选的,所述限速组件包括贯通连接在熔炼存储罐上的出液管,熔炼存储罐上固定安装有固定架,固定架上转动安装有转向臂,转向臂上固定安装有浇铸杯。
4、优选的,所述浇铸杯的浇铸出口设置在杯体下方,浇铸杯中嵌合安装有过滤网盘。
5、优选的,所述底座上安装有驱动移动架直线移动的限位组件。
6、优选的,所述限位组件包括固定在底座上的导向滑框,导向滑框中贯穿滑动连接有限位滑杆,限位滑杆与移动架固定装配,限位滑杆上转动连接有从动臂杆,从动臂杆上转动装配有主动臂杆,所述主动臂杆转动安装在底座上且与支撑架固定连接。
7、优选的,所述熔炼存储罐上端面嵌合转动安装有转盘,转盘上同轴固定安装有空心筒,空心筒中贯穿滑动安装有搅拌杆;所述空心筒上开设有卡槽,卡槽中卡合滑动装配有卡块,卡块固定安装在搅拌杆上。
8、优选的,所述熔炼存储罐上固定安装有电机,电机输出端连接有主动齿轮,主动齿轮边侧啮合装配有从动齿盘,从动齿盘固定安装在转盘上。
9、优选的,所述底座上固定安装有距离传感器,移动架上固定安装有感应板片,距离传感器与感应板片直线对应分布;距离传感器检测与感应板片之间的间距通过控制器控制电机启停。
10、优选的,所述熔炼存储罐外部安装有用于控制搅拌杆上下移动的升降组件。
11、优选的,所述升降组件包括固定安装在导向滑框上的支撑立杆,支撑立杆上转动安装有推杆,推杆上转动装配有升降顶盘,升降顶盘与搅拌杆的顶部转动装配。
12、本发明相比较于现有技术的有益效果是:
13、1.本发明中设置有调控浇铸流速的限速组件,限速组件安装在熔炼存储罐上,浇铸时通过控制转向臂调节浇铸杯对应在浇铸通道上的角度,浇铸杯角度的变化影响到金属液浇铸的流速,提高浇铸质量,并且浇铸杯中设置有过滤网盘结构,在浇铸过程中还可以过滤金属液中的部分杂质物体,提高制作衬套的质量。
14、2.本发明中设置有限位组件调节熔炼存储罐与模具之间对应的位置,在浇铸过程中,模具处于竖直状态,此时熔炼存储罐对应在模具的边侧,浇铸杯对应设置在下模具浇铸通道的上方位置,以便浇铸金属液,当金属液进入模具中且液压控制合模后,控制模具转动至水平位置以便金属液在模具中均匀流动,此时在限位组件传动作用下,推动熔炼存储罐远离模具和底座,避免其干扰模具转动,当模具转动复位时,熔炼存储罐在限位组件控制作用下重新移动至模具边侧,该部分结构可以实现机械自主浇铸金属液,避免人工操作产生烧伤的情况。
15、3.本发明中设置有搅拌棒对浇铸前的金属液进行搅拌处理,当熔炼存储罐移动远离模具时,此时处于非浇铸状态,在升降组件的传动作用下,使得搅拌棒向下移动,搅拌棒对应在熔炼存储罐中,运行电机在齿轮啮合传动作用下控制搅拌棒转动,对熔炼存储罐中的金属液进行搅拌处理,保持浇铸时金属液的流动性和均匀性,当熔炼存储罐移动至模具边侧处于浇铸位置时,此时在升降组件传动作用下控制搅拌棒向上移动,搅拌棒远离熔炼存储罐中的金属液,避免搅拌棒长时间与高温状态的金属液接触熔化形成杂质,影响到金属液浇铸的质量。
技术特征:
1.一种汽车悬挂拉杆衬套浇铸成型设备,包括底座(11)、转动安装在底座(11)上的支撑架(12)、滑动安装在支撑架(12)上的上模具(13)、固定安装在支撑架(12)上的下模具(14),其特征在于:浇铸成型设备还包括贯通安装在下模具(14)上的浇铸通道(15)、转动连接在底座(11)和支撑架(12)之间用于驱动支撑架(12)转动的动力液压杆(16)、对应在下模具(14)旁用于存储浇铸液的熔炼存储罐(2);
2.根据权利要求1所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述限速组件(23)包括贯通连接在熔炼存储罐(2)上的出液管(231),熔炼存储罐(2)上固定安装有固定架(232),固定架(232)上转动安装有转向臂(233),转向臂(233)上固定安装有浇铸杯(234)。
3.根据权利要求2所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述浇铸杯(234)的浇铸出口设置在杯体下方,浇铸杯(234)中嵌合安装有过滤网盘(235)。
4.根据权利要求1所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述底座(11)上安装有驱动移动架(21)直线移动的限位组件(22)。
5.根据权利要求4所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述限位组件(22)包括固定在底座(11)上的导向滑框(221),导向滑框(221)中贯穿滑动连接有限位滑杆(222),限位滑杆(222)与移动架(21)固定装配,限位滑杆(222)上转动连接有从动臂杆(223),从动臂杆(223)上转动装配有主动臂杆(224),所述主动臂杆(224)转动安装在底座(11)上且与支撑架(12)固定连接。
6.根据权利要求1所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述熔炼存储罐(2)上端面嵌合转动安装有转盘(31),转盘(31)上同轴固定安装有空心筒(32),空心筒(32)中贯穿滑动安装有搅拌杆(33);
7.根据权利要求6所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述熔炼存储罐(2)上固定安装有电机(36),电机(36)输出端连接有主动齿轮(37),主动齿轮(37)边侧啮合装配有从动齿盘(38),从动齿盘(38)固定安装在转盘(31)上。
8.根据权利要求7所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述底座(11)上固定安装有距离传感器(51),移动架(21)上固定安装有感应板片(52),距离传感器(51)与感应板片(52)直线对应分布;
9.根据权利要求6所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述熔炼存储罐(2)外部安装有用于控制搅拌杆(33)上下移动的升降组件(4)。
10.根据权利要求9所述的一种汽车悬挂拉杆衬套浇铸成型设备,其特征在于:所述升降组件(4)包括固定安装在导向滑框(221)上的支撑立杆(41),支撑立杆(41)上转动安装有推杆(42),推杆(42)上转动装配有升降顶盘(43),升降顶盘(43)与搅拌杆(33)的顶部转动装配。
技术总结
本发明涉及汽车悬挂拉杆衬套浇铸加工领域,公开了一种汽车悬挂拉杆衬套浇铸成型设备,包括底座、转动安装在底座上的支撑架、滑动安装在支撑架上的上模具、固定安装在支撑架上的下模具,浇铸成型设备还包括贯通安装在下模具上的浇铸通道、转动连接在底座和支撑架之间用于驱动支撑架转动的动力液压杆、对应在下模具旁用于存储浇铸液的熔炼存储罐;所述熔炼存储罐上安装有用于调整与底座之间距离的移动架,熔炼存储罐上安装有调节浇铸速度的限速组件,限速组件对应设置在浇铸通道的上方;该浇铸设备可以机械浇铸金属液,并且在限速组件辅助作用下,可以控制金属液浇铸的流速,提高加工产品的质量。
技术研发人员:华吉,华青青,华胜,华博文
受保护的技术使用者:宁波吉胜铸业有限公司
技术研发日:
技术公布日:2024/11/7
- 还没有人留言评论。精彩留言会获得点赞!