一种弧形刀板自动布料的装置及方法与流程
本发明属于热处理加工,尤其涉及一种弧形刀板自动布料的装置及方法。
背景技术:
1、弧形刀板热处理淬火生产过程中,由于空间问题,淬火机三个压淬单元的间距和热处理炉内工件平行间距不匹配,淬火机入口整体比热处理出口大,工件出加热炉后无法直接进入淬火机,需将工件重新排列,以便于每个工件布料至对应的淬火入口位置,顺利进入对应的淬火单元。但是,出炉工件为高温红钢,人为干预困难且不安全,极大影响了生产效率,耽误生产时间,影响流水线节拍匹配。因此,如何实现工件出炉自动布料,是钢厂迫切想要突破的难题。
技术实现思路
1、本发明目的就是为了解决现有工件出炉布料困难、费时费力且安全风险大的问题,提供了一种弧形刀板自动布料的装置,可以实现出炉工件稳定、快速、自动进入淬火机进行淬火,提升板形一次合格率,提高生产效率和操作安全性。
2、为了实现上述目的,本发明采用了如下技术方案:
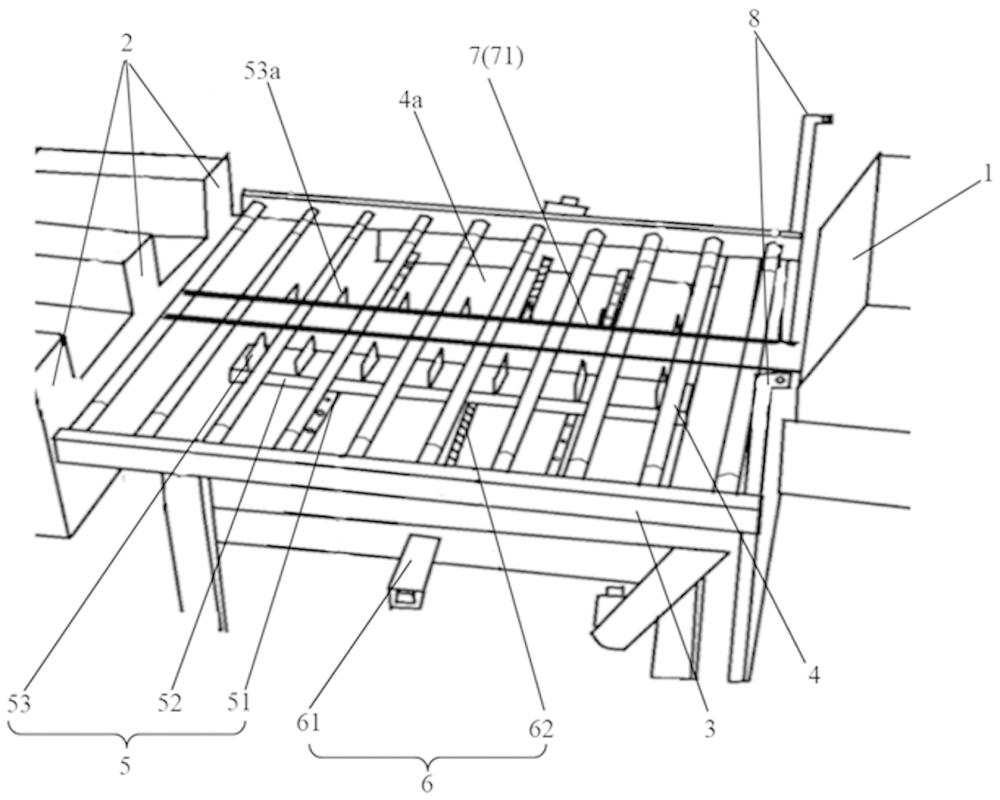
3、一种弧形刀板自动布料的装置,包括设于加热炉出口与淬火机入口之间的主体支架,主体支架上连有一排相互平行的运输辊道,运输辊道的下方设有抬升装置,抬升装置升起后与伺服驱动装置相互配合,以用于驱动抬升装置至指定位置;
4、所述抬升装置包括一对与抬升气缸相连的抬升板,抬升板上固定一组竖向的支撑板,每个支撑板正对着相邻两个运输辊道之间的间隙设置,且当抬升板上升时,支撑板通过辊道间隙向上伸出辊道面;
5、运输辊道的上方还设有导向装置,导向装置设于加热炉出口与淬火机入口之间且正对着淬火机入口设置,抬升板与导向装置上下平行且导向装置的轴线与淬火机入口的轴线相互重合。
6、进一步地,所述抬升板平行于运输辊道所在辊道面设置,支撑板垂直固定在抬升板上且均匀间隔排布,每个支撑板正对着对应的辊道间隙的中线设置。
7、进一步地,所述支撑板的顶面为工件接触面,工件接触面的宽度大于支撑板的厚度且其上设有一层工件防护层,以用于避免与工件接触时损伤工件表面。
8、进一步地,所述伺服驱动装置包括相互配合的驱动电机与伸缩丝杆,驱动电机的驱动端与对应侧的伸缩丝杆相连,伸缩丝杠设于运输辊道的下方,且当抬升板升起后伸缩丝杆的端部与抬升板的侧面相接触,以用于通过丝杆推动抬升板达到指定位置。
9、进一步地,所述主体支架靠近加热炉出口的一侧设有光电传感器,光电传感器通过信号传输线与外部的plc相连,外部的plc再与抬升装置和伺服驱动装置相连,以用于将指令信号输出并执行。
10、进一步地,所述导向装置为一对相互平行的导向板,两个导向板的间距与淬火机入口的宽度相同,且两个导向板之间的中线与淬火机入口的轴线相互重合,以用于保证位于导向装置之间的工件可以顺利移动至淬火机内。
11、为了进一步完成本发明的目的,还提供了一种弧形刀板自动布料的方法,包括上述弧形刀板自动布料装置,具体步骤如下:
12、(1)初始状态下,运输辊道处于停止状态,抬升装置处于下位,低于辊道面,伺服驱动位置处于原位状态;
13、(2)当加热炉出钢信号触发,淬火机入口前的运输辊道开始运行,加热炉内工件出炉并经过光电传感器的检测区域;
14、(3)中间工位的工件经导向装置直接移动至淬火机内;
15、(4)导向装置两侧的工件离开光电传感器检测区域时,光电传感器传输信号至plc,plc控制抬升气缸启动,驱动抬升板及其上的支撑板向上抬起,支撑板穿过运输辊道向上与工件接触,使工件脱离辊道;
16、(5)当气缸抬升到位后,伺服驱动装置驱动抬升装置运动至设定位置;
17、(6)到达设定位置后,抬升气缸驱动抬升板下落,工件落回辊道之上;
18、(7)工件前进进入淬火机后,运输辊道停止运行,同时伺服驱动装置将抬升装置移送至原点等待位。
19、与现有技术相比,本发明的技术方案的优点具体在于:
20、(1)本发明实现了热处理生产线工件自动、快速、稳定的进入淬火机,提高了生产效率,同时降低了淬火故障率;
21、(2)本发明极限满足热处理产线最大单位产能,通过优化生产流程和自动化技术,最大程度地满足热处理产线的单位产能,提高了生产效率,由原先的1.21~1.45吨每小时提升到2.43~2.8吨每小时;
22、(3)本发明通过优化生产流程和自动化技术,实现了热处理弧刀板产线的满负荷生产,降低了吨钢生产成本,全年可实现降本200万元。
技术特征:
1.一种弧形刀板自动布料的装置,包括设于加热炉出口(1)与淬火机入口(2)之间的主体支架(3),主体支架(3)上连有一排相互平行的运输辊道(4),其特征在于:
2.根据权利要求1所述的弧形刀板自动布料的装置,其特征在于:
3.根据权利要求1或2所述的弧形刀板自动布料的装置,其特征在于:
4.根据权利要求1或2所述的弧形刀板自动布料的装置,其特征在于:
5.根据权利要求4所述的弧形刀板自动布料的装置,其特征在于:
6.根据权利要求1或2所述的弧形刀板自动布料的装置,其特征在于:
7.一种如权利要求5所述装置进行弧形刀板自动布料的方法,具体步骤如下,其特征在于:
技术总结
本发明公开了一种弧形刀板自动布料的装置,包括设于加热炉出口(1)与淬火机入口(2)之间的主体支架(3)和运输辊道(4),辊道下方设有抬升装置(5),抬升装置(5)升起后与伺服驱动装置(6)相配合;抬升装置(5)包括与抬升气缸(51)相连的抬升板(52),抬升板(52)上固定一组竖向的支撑板(53),且当抬升板上升时,支撑板(53)通过辊道间隙(4a)向上伸出辊道面;运输辊道(4)的上方设有导向装置(7),导向装置(7)设于加热炉出口(1)与淬火机入口(2)之间且正对着淬火机入口(2)。本发明的优点是实现出炉工件稳定、快速、自动进入淬火机进行淬火,提升板形一次合格率,提高生产效率和操作安全性。
技术研发人员:渠忠伟,滕达,张海,朱明远,王硕,马洪浩
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!