一种桥架端面自动打磨设备及其使用方法与流程
本发明涉及加工生产线领域,具体涉及一种桥架端面自动打磨设备及其使用方法。
背景技术:
1、桥架的原材料是利用不同型号的不锈钢板材制造而成,在生产过程中需要对不锈钢板材进行开平、剪切、开孔、挤压成型等步骤,由于剪切、挤压成型过程使不锈钢板材发生形变,端面出现毛刺,使用时对作业人员造成割伤风险,所以对不锈钢端面进行打磨处理。
2、现生产设备不具备自动打磨不锈钢端面的功能,待桥架生产线后端生产出成品后,由人工使用锉刀对不锈钢桥架的端面进行锉削,从而达到消除毛刺的目的,但锉削端面易出现参差不齐,影响产品外观质量,无法完全消除端面毛刺割伤风险,此种方法生产效率低,作业人员劳动强度大。
3、因此,设计一种可以自动对不锈钢桥架端面进行打磨的设备,用来提高现桥架的生产效率,降低作业人员的劳动强度,消除现场安装人员作业割伤风险,是本领域技术人员亟需解决的问题。
技术实现思路
1、针对现有技术的不足,解决不锈钢桥架端面进行打磨效率低的问题。
2、本发明提供了一种桥架端面自动打磨设备,包括传送辊道、打磨模块和锁定模块,打磨模块设置在传送辊道上端中部;
3、所述打磨模块包括打磨机支架、横向轨道和双面打磨机,横向轨道固定设置在打磨机支架上部,双面打磨机滑动设置在横向轨道上;
4、所述双面打磨机前后两侧面分别设置第一打磨轮和第二打磨轮打磨两侧桥架的端面;
5、所述锁定模块包括挡住桥架前进的伸缩杆和压紧桥架的压紧装置。
6、进一步地,所述伸缩杆为气动伸缩杆,设置在传送辊道下部,桥架传送到位后,伸缩杆伸长挡住桥架。
7、进一步的,所述压紧装置为液压杆,固定设置在打磨机支架顶端,伸缩杆升起挡住桥架后,压紧装置向下伸长下压桥架。
8、进一步的,所述压紧装置设置在双面打磨机前后两侧,分别下压切割后形成的前后两块桥架。
9、进一步地,所述传送辊道侧面固定设置避免桥架偏离的遮挡件。
10、进一步地,所述遮挡件包括支撑板和边柱,边柱间隔设置在支撑板上端并从相邻圆辊之间伸出。
11、作为一种优选方案,所述第一打磨轮和所述第二打磨轮的偏斜角度为30度至45度。
12、进一步地,所述双面打磨机的驱动电机设置在打磨机支架侧面,驱动电机驱动双面打磨机在打磨位置往返滑动。
13、本发明还提供了一种上述桥架端面自动打磨设备的使用方法,桥架经切割机切割后,增快打磨模块前侧的传送辊转速,使前侧桥架到达设定位置后,伸缩杆升起挡住前侧桥架,压紧装置下压住前后两侧的桥架,双面打磨机从侧面向加工位置移动对端面进行打磨,打磨完成后伸缩杆、压紧装置和双面打磨机复位。
14、进一步地,的可通过公式计算得出,其中为第一打磨轮和第二打磨轮的打磨位置之间的距离,为切割后桥架的长度,为传送辊的初始速度。
15、本发明有益效果在于:
16、1、本发明采用双面打磨装置进行精准而高效的操作,在桥架的生产过程中,同时对切割后的两侧端面进行打磨,并通过控制系统,根据桥架的具体规格尺寸和材料特性,实时调整其转速和扭矩输出,从而实现对打磨作业速度的精确控制,能够显著提升生产线的效率和适应性,使其能够轻松应对各种复杂的生产需求。
17、2、本发明的应用使得桥架生产线的端面打磨作业实现了自动化流水线生产。与传统的依赖人工操作的打磨方式相比,自动化流水线生产无需人员直接参与,大大减少了人为因素对生产质量和效率的影响。同时,自动化的生产方式还能够显著提高生产效率,降低生产成本,并有效减轻作业人员的劳动强度。
技术特征:
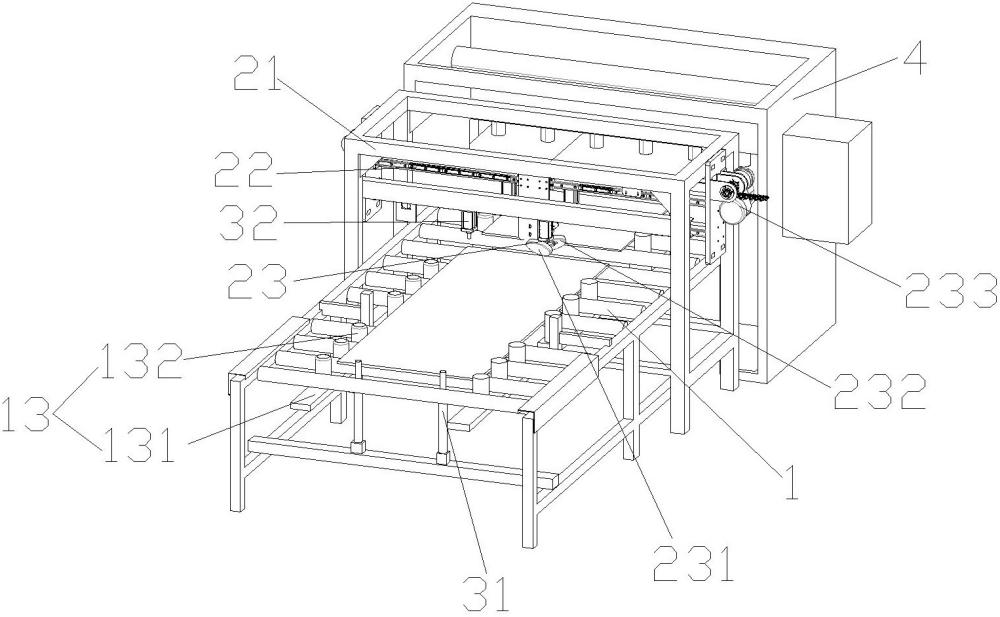
1.一种桥架端面自动打磨设备,包括传送辊道(1)、打磨模块和锁定模块,打磨模块设置在传送辊道(1)上端中部;
2.根据权利要求1所述的桥架端面自动打磨设备,其特征在于:所述伸缩杆(31)为气动伸缩杆,设置在传送辊道(1)下部,桥架传送到位后,伸缩杆(31)伸长挡住桥架。
3.根据权利要求1所述的桥架端面自动打磨设备,其特征在于:所述压紧装置(32)为液压杆,固定设置在打磨机支架(21)顶端,伸缩杆(31)升起挡住桥架后,压紧装置(32)向下伸长下压桥架。
4.根据权利要求1所述的桥架端面自动打磨设备,其特征在于:所述压紧装置(32)设置在双面打磨机(23)前后两侧,分别下压切割后形成的前后两块桥架。
5.根据权利要求1所述的桥架端面自动打磨设备,其特征在于:所述传送辊道(1)侧面固定设置避免桥架偏离的遮挡件(13)。
6.根据权利要求5所述的桥架端面自动打磨设备,其特征在于:所述遮挡件(13)包括支撑板(131)和边柱(132),边柱(132)间隔设置在支撑板(131)上端并从相邻圆辊之间伸出。
7.根据权利要求1所述的桥架端面自动打磨设备,其特征在于:所述第一打磨轮(231)和所述第二打磨轮(232)的偏斜角度为30度至45度。
8.根据权利要求1所述的桥架端面自动打磨设备,其特征在于:所述双面打磨机(23)的驱动电机(233)设置在打磨机支架(21)侧面,驱动电机(233)驱动双面打磨机(23)在打磨位置往返滑动。
9.一种根据权利要求1至8任意一项所述桥架端面自动打磨设备的使用方法,其特征在于:桥架经切割机(4)切割后,增快打磨模块前侧的传送辊转速,使前侧桥架到达设定位置后,伸缩杆(31)升起挡住前侧桥架,压紧装置(32)下压住前后两侧的桥架,双面打磨机(23)从侧面向加工位置移动对端面进行打磨,打磨完成后伸缩杆(31)、压紧装置(32)和双面打磨机(23)复位。
10.根据权利要求9所述的桥架端面自动打磨设备的使用方法,其特征在于:的可通过公式计算得出,其中为第一打磨轮(231)和第二打磨轮(232)的打磨位置之间的距离,为切割后桥架的长度,为传送辊的初始速度。
技术总结
本发明提供一种桥架端面自动打磨设备及其使用方法,包括传送辊道、打磨模块和锁定模块,打磨模块设置在传送辊道上端中部;所述打磨模块包括打磨机支架、横向轨道和双面打磨机,横向轨道固定设置在打磨机支架上部,双面打磨机滑动设置在横向轨道上;所述双面打磨机前后两侧面分别设置第一打磨轮和第二打磨轮打磨两侧桥架的端面;所述锁定模块包括挡住桥架前进的伸缩杆和压紧桥架的压紧装置。本发明的有益效果在于:采用双面打磨装置进行精准而高效的操作,在桥架的生产过程中,同时对切割后的两侧端面进行打磨,并通过控制系统,实现对打磨作业速度的精确控制,能够显著提升生产线的效率和适应性,使其能够轻松应对各种复杂的生产需求。
技术研发人员:孙成明,张春巧,刘万兵,张华军,徐冉冉,秦洪同,金兆印,叶庆磊,朱新星,孙丽,鲁焕英,张科,宋培勇
受保护的技术使用者:鲁西工业装备有限公司
技术研发日:
技术公布日:2024/11/21
- 还没有人留言评论。精彩留言会获得点赞!