一种钛合金锻件锻造成形的制备方法与流程
本发明涉及金属锻件锻造加工,具体为一种钛合金锻件锻造成形的制备方法。
背景技术:
1、钛合金锻件是一种常见的高强度、耐腐蚀性能优异的金属制品,常用于航空航天、医疗设备、化工等行业领域,其中圆弧形空心钛合金锻件是最常见的钛合金锻件之一,圆弧形空心钛合金锻件成型制备方法一般包括锻造成型、退火处理、抛光处理和清洗除杂,其中抛光处理是最重要的步骤之一。
2、现有的抛光方式在进行单次抛光时通常只能够使用单一目数的抛光板与圆弧形空心钛合金锻件表面接触,然而单一目数的抛光板只能在特定的粗糙度范围内工作,无法快速完成从粗糙到精细的全程抛光,为了达到理想的表面质量,需要在多个抛光步骤中使用不同目数的抛光板,因而需要在加工过程中多次手动更换不同目数的抛光板,频繁更换抛光板增加了工序复杂性和时间成本,降低了整体抛光效率。
技术实现思路
1、本发明提供了一种钛合金锻件锻造成形的制备方法,解决了目前的钛合金锻件锻造时需要手动频繁的更换不同目数的抛光板,增加了工序复杂性和时间成本,降低了加工速度的技术问题。
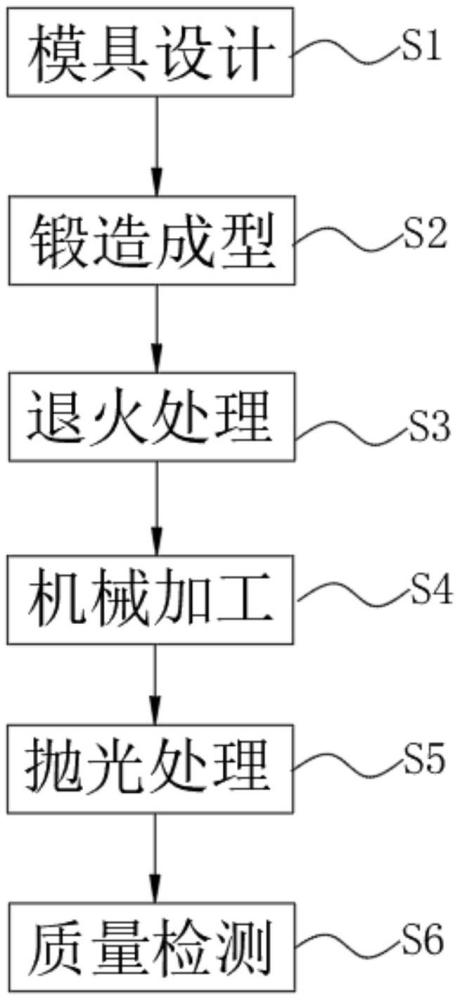
2、本发明提供的一种钛合金锻件锻造成形的制备方法,具体钛合金锻件锻造成形的制备方法步骤如下:
3、s1、模具设计:根据圆弧形空心结构形状的要求设计模具。
4、s2、锻造成型:将预热好的钛合金材料放入模具中,利用锻造设备进行锻造成型,形成圆弧形空心结构。
5、s3、退火处理:对锻造成型后的钛合金锻件进行退火处理,消除残余应力,提高材料的韧性和稳定性。
6、s4、机械加工:对钛合金锻件进行铣削、车削等机械加工处理,以达到设计要求的尺寸和表面粗糙度。
7、s5、抛光处理:通过多点式夹持机构将钛合金锻件夹住限位,接着再通过自变式抛光机构对机械加工成型后的钛合金锻件进行不同摩擦目数下的抛光处理,提高表面光洁度。
8、s6、清洗除杂:对抛光处理后的钛合金锻件表面进行清洗处理,确保表面干净除去残留的杂质。
9、上述s1-s6步骤中的钛合金锻件锻造成形的制备方法步骤需要由加工台、承载板、多点式夹持机构、自变式抛光机构以及联动件配合完成。
10、所述加工台上部安装有用于放置钛合金锻件并将其夹住的多点式夹持机构,所述加工台上端面左部固定连接有承载板,所述承载板上安装有用于同时对钛合金锻件内外表壁进行不同目数下抛光的自变式抛光机构,所述自变式抛光机构包括固定连接在承载板右端面上的安装板,所述安装板上开设有滑槽,所述滑槽中通过滑块滑动连接有前部开口的横置座,所述横置座中从左至右依次滑动连接有竖置杆和l形杆,横置座中通过固定块固定连接有端部分别与竖置杆及l形杆相对侧固定连接的拉簧,竖置杆和l形杆下部分别转动连接有转轴,所述转轴圆周外壁等距固定连接有若干个支架,相邻的两个支架间共同固定连接有弹性弧形抛光板,相邻的两个弹性弧形抛光板表面目数不同,所述转轴与安装板之间共同设置有用于使转轴间歇转动以切换不同目数的弹性弧形抛光板依次与钛合金锻件表面接触的间歇拨转组件,所述承载板与多点式夹持机构共同安装有用于带动横置座上下往复运动的联动件。
11、在一种可能的实现方式中,所述间歇拨转组件包括若干个等距固定连接在转轴圆周外壁上且与弹性弧形抛光板对应的矩形框,所述矩形框中开设有槽道,所述槽道中滑动连接有配重球,所述矩形框远离转轴的一侧固定连接有拨杆,所述安装板下端面左右对称固定连接有两个分别与拨杆对应并配合的顶杆。
12、在一种可能的实现方式中,所述多点式夹持机构包括设置于加工台上用于顶触在钛合金锻件内壁的内撑部以及设置于加工台上用于抵触在钛合金锻件下部的承托部,所述承托部与内撑部相组合以便对钛合金锻件多点限位,所述内撑部包括通过固定柱固定连接在加工台上端面的矩形盒以及两个前后对称连接在矩形盒右部的滑管,所述矩形盒前后壁板中均贯穿滑动连接有两个呈旋转对称状布置的纵向齿条,两个所述纵向齿条相互远离的一端均通过连接杆转动连接有用于顶触在钛合金锻件纵向内壁位置上的纵抵轮,两个所述滑管中均滑动连接有横置齿条,所述横置齿条右端转动连接有用于顶触在钛合金锻件横向内壁上的横抵轮,所述矩形盒与承托部共同安装有用于带动纵抵轮及横抵轮同步移动的同移组件。
13、在一种可能的实现方式中,所述承托部包括固定连接在加工台上端面的电动伸缩杆,所述电动伸缩杆上端固定连接有环形座,所述环形座上转动连接有驱动环,所述驱动环上部固定连接有环形承托圈。
14、在一种可能的实现方式中,所述环形承托圈上部开设有环形放置槽,所述环形放置槽槽底以及环形承托圈圆周外壁均等距固定连接有若干个弹性凸点。
15、在一种可能的实现方式中,所述同移组件包括两个通过凸耳板左右对称转动连接在矩形盒上腔壁且与分别与两个纵向齿条对应的轴杆,所述轴杆外部固定连接有与纵向齿条啮合的异径蜗杆,位于左部的所述轴杆外部前后对称固定连接有两个分别与横置齿条啮合的一号齿轮,所述异径蜗杆外部固定连接有齿圈,所述矩形盒中贯穿滑动连接有与齿圈啮合的双向齿条框,所述驱动环中转动连接有t形杆,所述t形杆上端与双向齿条框下部固定连接。
16、在一种可能的实现方式中,所述环形承托圈圆周外壁等距开设有若干个安装槽,所述安装槽中通过转柱铰接有v型抵触板。
17、在一种可能的实现方式中,所述联动件包括通过连接块转动连接在承载板右部的转动轴,所述转动轴上端固定连接有往复丝杆,所述滑块前部铰接有与往复丝杠滑动连接的滑舌,所述承载板右端面通过连接板转动连接有横轴,所述横轴与转动轴相近端共同传动连接有锥齿轮组,所述驱动环上端面固定连接有端面齿环,所述横轴右端固定连接有与端面齿环啮合的二号齿轮。
18、从以上技术方案可以看出,本发明具有以下优点:
19、本发明中,通过弹性弧形抛光板上下沿着圆弧形空心钛合金锻件表面往复运动过程中拨杆与顶杆的间歇触动来自动调整不同目数的弹性弧形抛光板与钛合金表面接触,从而快速完成对钛合金锻件从粗糙到精细的全程抛光,加快了锻造的整体速度。
20、本发明中,通过多点式夹持机构中承托部与内撑部的组合,使得在对钛合金锻件下部抵触的同时并从内部对其进行顶触内撑限位,从而能够从多个方向上对钛合金锻件夹持限位,保证了钛合金锻件锻造时的稳定性。
技术特征:
1.一种钛合金锻件锻造成形的制备方法,其特征在于:具体钛合金锻件锻造成形的制备方法步骤如下:
2.根据权利要求1所述的一种钛合金锻件锻造成形的制备方法,其特征在于:所述间歇拨转组件(49)包括若干个等距固定连接在转轴(47)圆周外壁上且与弹性弧形抛光板(410)对应的矩形框(491),所述矩形框(491)中开设有槽道(492),所述槽道(492)中滑动连接有配重球(493),所述矩形框(491)远离转轴(47)的一侧固定连接有拨杆(494),所述安装板(41)下端面左右对称固定连接有两个分别与拨杆(494)对应并配合的顶杆(495)。
3.根据权利要求1所述的一种钛合金锻件锻造成形的制备方法,其特征在于:所述多点式夹持机构(3)包括设置于加工台(1)上用于顶触在钛合金锻件内壁的内撑部(31)以及设置于加工台(1)上用于抵触在钛合金锻件下部的承托部(32),所述承托部(32)与内撑部(31)相组合以便对钛合金锻件多点限位,所述内撑部(31)包括通过固定柱固定连接在加工台(1)上端面的矩形盒(311)以及两个前后对称连接在矩形盒(311)右部的滑管(312),所述矩形盒(311)前后壁板中均贯穿滑动连接有两个呈旋转对称状布置的纵向齿条(313),两个所述纵向齿条(313)相互远离的一端均通过连接杆转动连接有用于顶触在钛合金锻件纵向内壁位置上的纵抵轮(314),两个所述滑管(312)中均滑动连接有横置齿条(315),所述横置齿条(315)右端转动连接有用于顶触在钛合金锻件横向内壁上的横抵轮(316),所述矩形盒(311)与承托部(32)共同安装有用于带动纵抵轮(314)及横抵轮(316)同步移动的同移组件(33)。
4.根据权利要求3所述的一种钛合金锻件锻造成形的制备方法,其特征在于:所述承托部(32)包括固定连接在加工台(1)上端面的电动伸缩杆(321),所述电动伸缩杆(321)上端固定连接有环形座(322),所述环形座(322)上转动连接有驱动环(323),所述驱动环(323)上部固定连接有环形承托圈(324)。
5.根据权利要求4所述的一种钛合金锻件锻造成形的制备方法,其特征在于:所述环形承托圈(324)上部开设有环形放置槽(6),所述环形放置槽(6)槽底以及环形承托圈(324)圆周外壁均等距固定连接有若干个弹性凸点。
6.根据权利要求3所述的一种钛合金锻件锻造成形的制备方法,其特征在于:所述同移组件(33)包括两个通过凸耳板左右对称转动连接在矩形盒(311)上腔壁且与分别与两个纵向齿条(313)对应的轴杆(331),所述轴杆(331)外部固定连接有与纵向齿条(313)啮合的异径蜗杆(332),位于左部的所述轴杆(331)外部前后对称固定连接有两个分别与横置齿条(315)啮合的一号齿轮(333),所述异径蜗杆(332)外部固定连接有齿圈(334),所述矩形盒(311)中贯穿滑动连接有与齿圈(334)啮合的双向齿条框(335),所述驱动环(323)中转动连接有t形杆(336),所述t形杆(336)上端与双向齿条框(335)下部固定连接。
7.根据权利要求4所述的一种钛合金锻件锻造成形的制备方法,其特征在于:所述环形承托圈(324)圆周外壁等距开设有若干个安装槽(7),所述安装槽(7)中通过转柱铰接有v型抵触板(8)。
8.根据权利要求4所述的一种钛合金锻件锻造成形的制备方法,其特征在于:所述联动件(5)包括通过连接块转动连接在承载板(2)右部的转动轴(51),所述转动轴(51)上端固定连接有往复丝杆(52),所述滑块前部铰接有与往复丝杠滑动连接的滑舌(53),所述承载板(2)右端面通过连接板转动连接有横轴(54),所述横轴(54)与转动轴(51)相近端共同传动连接有锥齿轮组(55),所述驱动环(323)上端面固定连接有端面齿环(56),所述横轴(54)右端固定连接有与端面齿环(56)啮合的二号齿轮(57)。
技术总结
本发明公开了一种钛合金锻件锻造成形的制备方法,本发明涉及金属锻件锻造加工技术领域。由加工台、承载板、多点式夹持机构、自变式抛光机构以及联动件配合完成钛合金锻件的锻造成形,加工台上部安装有用于放置钛合金锻件并将其夹住的多点式夹持机构,加工台上端面左部固定连接有承载板,承载板上安装有用于同时对钛合金锻件内外表壁进行不同目数下抛光的自变式抛光机构,承载板与多点式夹持机构共同安装有用于带动横置座上下往复运动的联动件,本发明能够在加工过程中循环渐进的依次切换不同目数的抛光板与钛合金端面表面相接触,便于快速完成对钛合金锻件从粗糙到精细的全程抛光,加快抛光速度的同时提高了抛光质量。
技术研发人员:宣禹澄,王玉琪,王益虎
受保护的技术使用者:上海新闵(东台)重型锻造有限公司
技术研发日:
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!