本发明属于钢铁冶金,具体涉及一种低屈强比1300mpa级热轧卷板及其制造方法。
背景技术:
1、高强化是工程机械用钢的发展方向之一,1300mpa级热轧高强钢主要通过马氏体组织强化,由于传统热连轧工艺无法解决单相马氏体组织的性能、板形的匹配问题,因此无法生产抗拉强度800mpa级以上热轧卷板,一般采用淬火+回火热处理工艺生产,但存在添加合金元素多、工艺流程长、效率低等缺点。
2、近年来,通过开发铁素体+马氏体双相热轧卷板,利用马氏体组织保证材料强度,软相铁素体组织吸收部分马氏体相变应力,并降低屈服点,改善矫直板形,从而解决性能、板形的匹配问题。
3、公开号为cn110592347a的中国发明专利公布了一种热轧在线热处理1200mpa级复相钢卷板的生产方法,需要经过缓冷工序控制冷却速度,效率较低。公开号为cn115198178a的中国发明专利公布了一种1200mpa级热轧超高强钢板及其制造方法,其成分设计添加了较多的mn、cr素,合金成本较高。
技术实现思路
1、本发明的目的是针对现有技术的缺陷,提供了一种低屈强比1300mpa级热轧卷板及其制造方法。
2、本发明提供的低屈强比1300mpa级热轧卷板,按重量百分比计,包括:c 0.20~0.30%,si 1.2~1.8%,mn 0.8~1.2%,p≤0.020%,s≤0.040%,nb 0.02~0.10%,al0.02~0.06%,其余为fe与不可避免的杂质。
3、上述的低屈强比1300mpa级热轧卷板,按重量百分比计,包括:c 0.22%~0.27%,si 1.2%~1.5%,mn 0.8%~1.0%,p≤0.020%,s≤0.040%,nb0.03%~0.06%,al0.02%~0.04%,其余为fe与不可避免的杂质。
4、另一方面,本发明还提供了上述的低屈强比1300mpa级热轧卷板的制造方法,包括:
5、(1)预处理钢水经转炉冶炼和炉外精炼后连铸成板坯;
6、(2)所述板坯依次经板坯加热、热轧、轧后冷却、卷取、平整、开平工序后,得到低屈强比1300mpa级热轧卷板。
7、上述的低屈强比1300mpa级热轧卷板的制造方法,所述板坯加热的温度为1260~1350℃。
8、上述的低屈强比1300mpa级热轧卷板的制造方法,所述热轧的终轧温度为810~900℃,精轧速度为5~6m/s。
9、上述的低屈强比1300mpa级热轧卷板的制造方法,所述轧后冷却采用层流冷却的方式,其中,层流冷却前段不水冷,并保证空冷时间10~15s,后段强冷,强冷冷速≥80℃/s,将钢带冷却至100℃以下。
10、上述的低屈强比1300mpa级热轧卷板的制造方法,所述卷取的温度<100℃。
11、上述的低屈强比1300mpa级热轧卷板的制造方法,所述平整的平整张力≥5kg/mm2,平整压力≥1000吨。
12、又一方面,本发明还提供过来一种低屈强比1300mpa级热轧卷板,其采用上述的制造方法制造而成。
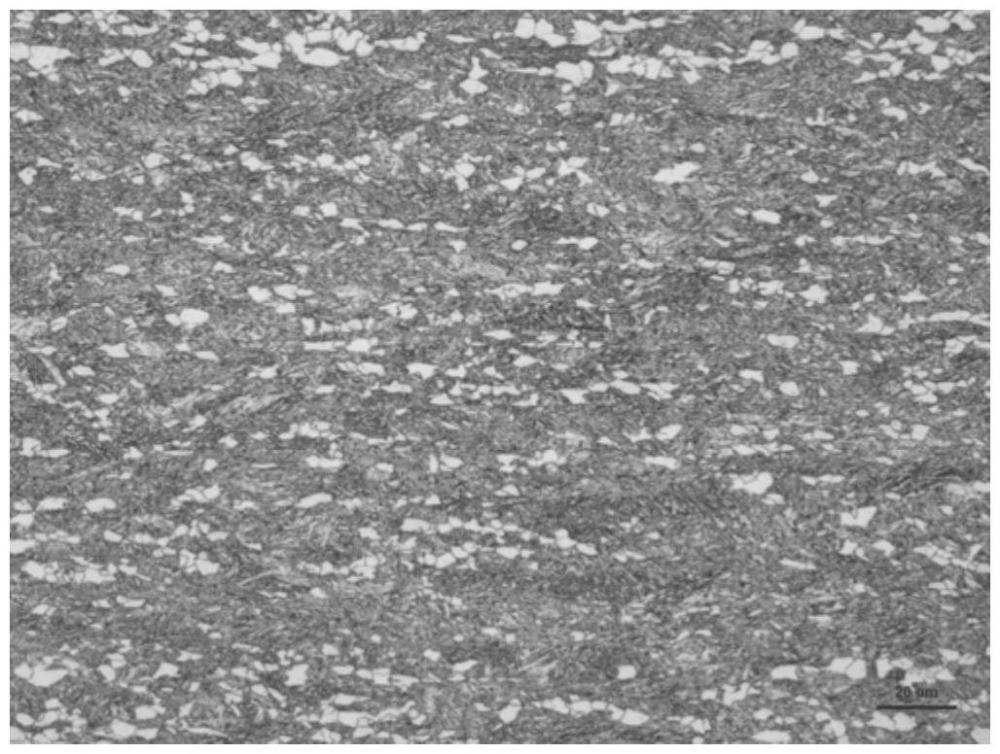
13、上述的低屈强比1300mpa级热轧卷板,屈服强度rel≥800mpa,抗拉强度rm≥1300mpa,伸长率a≥9%,屈强比≤0.7,金相组织为10~20%铁素体+80~90%马氏体。
14、本发明的技术方案具有如下的有益效果:
15、(1)本发明依托热连轧机组,通过设计新成分、轧制工艺,运用层流冷却在线淬火,获得金相组织为10~20%铁素体+80~90%马氏体的低屈强比1300mpa级热轧卷板,通过马氏体组织保证材料强度,软相铁素体组织吸收部分马氏体相变应力,并降低屈服点,改善矫直板形,从而解决了性能、板形的匹配问题;
16、(2)本发明的低屈强比1300mpa级热轧卷板,产品屈服强度rel≥800mpa,抗拉强度rm≥1300mpa,伸长率a≥9%,屈强比≤0.7,钢板不平度≤5mm/m;
17、(3)本发明的低屈强比1300mpa级热轧卷板,具有合金成本低、生产工艺流程短、板形好等特点;
18、(4)本发明的低屈强比1300mpa级热轧卷板,产品金相组织既有高强度的马氏体,同时存在软相铁素体组织,具有强度高、屈强比低、加工性能好的优势;
19、(5)本发明的低屈强比1300mpa级热轧卷板制造方法,使用热连轧机组生产,较淬火+回火热处理工艺生产方式,工艺流程短、效率高、能耗水平更低。
技术特征:1.一种低屈强比1300mpa级热轧卷板,其特征在于,按重量百分比计,包括:c 0.20~0.30%,si 1.2~1.8%,mn 0.8~1.2%,p≤0.020%,s≤0.040%,nb 0.02~0.10%,al0.02~0.06%,其余为fe与不可避免的杂质。
2.根据权利要求1所述的低屈强比1300mpa级热轧卷板,其特征在于,按重量百分比计,包括:c 0.22%~0.27%,si 1.2%~1.5%,mn 0.8%~1.0%,p≤0.020%,s≤0.040%,nb 0.03%~0.06%,al 0.02%~0.04%,其余为fe与不可避免的杂质。
3.权利要求1或2所述的低屈强比1300mpa级热轧卷板的制造方法,其特征在于,包括:
4.根据权利要求3所述的低屈强比1300mpa级热轧卷板的制造方法,其特征在于,所述板坯加热的温度为1260~1350℃。
5.根据权利要求3所述的低屈强比1300mpa级热轧卷板的制造方法,其特征在于,所述热轧的终轧温度为810~900℃,精轧速度为5~6m/s。
6.根据权利要求3所述的低屈强比1300mpa级热轧卷板的制造方法,其特征在于,所述轧后冷却采用层流冷却的方式,其中,层流冷却前段不水冷,并保证空冷时间10~15s,后段按照冷速≥80℃/s的速度强冷将钢带冷却至100℃以下。
7.根据权利要求3所述的低屈强比1300mpa级热轧卷板的制造方法,其特征在于,所述卷取的温度<100℃。
8.根据权利要求3所述的低屈强比1300mpa级热轧卷板的制造方法,其特征在于,所述平整的平整张力≥5kg/mm2,平整压力≥1000吨。
9.一种低屈强比1300mpa级热轧卷板,其特征在于,采用权利要求3-8任一项所述的制造方法制造而成。
10.根据权利要求9所述的低屈强比1300mpa级热轧卷板,其特征在于,屈服强度rel≥800mpa,抗拉强度rm≥1300mpa,伸长率a≥9%,屈强比≤0.7,金相组织为10~20%铁素体+80~90%马氏体。
技术总结本发明属于钢铁冶金技术领域,具体涉及一种低屈强比1300MPa级热轧卷板及其制造方法。本发明提供的低屈强比1300MPa级热轧卷板,按重量百分比计,包括:C 0.20~0.30%,Si 1.2~1.8%,Mn 0.8~1.2%,P≤0.020%,S≤0.040%,Nb 0.02~0.10%,Al 0.02~0.06%,其余为Fe与不可避免的杂质。本发明的低屈强比1300MPa级热轧卷板,产品金相组织既有高强度的马氏体,同时存在软相铁素体组织,具有强度高、屈强比低、加工性能好的优势。
技术研发人员:王世海,曹永录,付培茂
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:技术公布日:2024/10/14