一种空调压缩机壳生产用离心铸造机的制作方法
本发明涉及一种铸造设备,尤其是涉及一种空调压缩机壳生产用离心铸造机。
背景技术:
1、离心铸造工艺是一种将液态金属浇入旋转的铸型中,在离心力的作用下充填铸型并凝固而获得铸件的工艺过程。其特点主要体现在以下几个方面:无需型芯,在生产中空铸件时,离心铸造工艺无需使用型芯,这使得长管形铸件的生产过程大幅简化,降低了铸件壁厚对长度或直径的比值;简化结构,离心铸造无需浇注系统和冒口,进一步简化了铸件的结构;增强金属充型,成形铸件时,离心运动可以显著提高金属的充型能力,因此离心铸造适用于生产薄壁铸件和流动性较差的金属铸件;顺序凝固,在离心力的作用下,金属结晶从铸型壁(铸件的外层)向铸件内表面顺序进行,熔渣、气体、夹杂物等集中于铸件内表层,而铸件的其他部分组织细密,无气孔、缩孔、夹渣等缺陷,因此铸件的力学性能较好。离心铸造适用的合金种类广泛,铸件尺寸范围也较大,从零点几公斤到十多吨的铸件均可生产。
2、空调压缩机壳一般为圆柱型铸铁材质,适合用于离心铸造工艺。不过,现有离心铸造机在铸造过程中,需要花费较多时间在拆开模具取出铸件的工序和安装模具的工序上,为了提高铸造效率,急需开发一款使用方便高效的离心铸造机。
技术实现思路
1、本发明提供了一种空调压缩机壳生产用离心铸造机;解决现有技术中存在离心铸造机在拆开模具取出铸件的工序和安装模具的工序的耗时较长的问题。
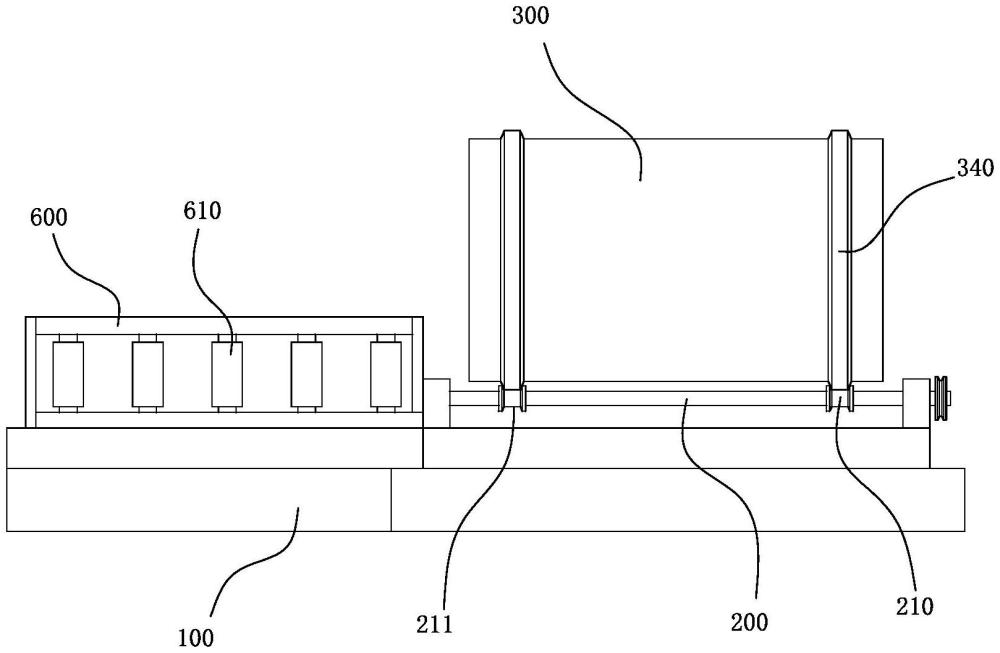
2、本发明的上述技术问题主要是通过下述技术方案得以解决的:一种空调压缩机壳生产用离心铸造机,包括铸造架、水平转动设于所述铸造架上的两滚轴、与任意所述滚轴传动连接的电机以及摆放于两滚轴之间的滚筒,两滚轴相互平行,所述滚筒的内部形成有圆柱腔,其特征在于:所述圆柱腔内装配有模具组件,所述模具组件随所述滚筒同步旋转,所述模具组件包括圆柱状的铸造模和套设于所述铸造模外侧的约束套,所述铸造模的内部为中空设置且贯穿其两端,所述铸造模的两端设有向内部部分延伸的挡板,所述铸造模由两瓣铸造模单体对接组成;所述滚筒的一端设有可对所述铸造模形成限位的限位部,所述滚筒的另一端设有若干组呈圆周阵列分布的离心锁,所述离心锁转动连接于所述滚筒的端面上,所述离心锁以转动连接处为分界分为锁杆分段和离心分段,所述离心锁与所述滚筒之间连接有复位弹簧。
3、本发明中的铸造模单体一般由耐高温陶瓷材质制成,两片铸造模单体对接后形成铸造模,并在铸造模外部套设约束套后即形成了可塞入滚筒内的模具组件,同理,只要将约束套从铸造模外部抽离后,铸造模就很容易分开,取出铸件;同时,滚筒在静置状态下,离心锁在复位弹簧的作用下,锁杆分段并未侵入到圆柱腔的开口,因此模具组件可以直接塞入圆柱腔内或从中取出,模具组件塞入滚筒后,模具组件的一端会与限位部抵接,一旦电机启动后,滚轴带动滚筒转动,随着转速的提高,锁杆分段受到的离心力会拉动复位弹簧变形,使得锁杆分段向外侧翻转,迫使锁杆分段侵入到圆柱腔的开口区域,此时模具组件的两端都被限制,无法产生轴向移动,确保本发明在旋转状态下模具组件被约束在滚筒内,确保运行安全性,同时由于离心锁具备自动解锁效果,因此在安装或取出模具组件过程中,操作简便。本发明一般配备至少两个模具组件,当一个模具组件处于铸造过程中时,另一个处于取出铸件的过程中,这样可以提高本发明的生产效率。
4、进一步的,所述铸造架上还设有滚筒架,所述滚筒架上设有两排阵列分布的滚筒组,两滚筒组之间形成有v型传输通道,所述v型传输通道正对所述圆柱腔。v型传输通道用于承载模具组件,模具组件可沿着v型传输通道滑入圆柱腔,从圆柱腔中推出的模具组件可直接滑入v型传输通道。v型传输通道的长度为模具组件两倍以上,当完成铸造的模具组件从圆柱腔推出后,下一个等待铸造的模具组件就能转移到v型传输通道上,并推入圆柱腔内。
5、因此,本发明相比现有技术具有以下特点:1.由于离心锁具备自动解锁效果,因此在安装或取出模具组件过程中,操作简便,同时模具组件本身的结构也很容易拆装,取出铸件过程也比较便捷。
技术特征:
1.一种空调压缩机壳生产用离心铸造机,包括铸造架、水平转动设于所述铸造架上的两滚轴、与任意所述滚轴传动连接的电机以及摆放于两滚轴之间的滚筒,两滚轴相互平行,所述滚筒的内部形成有圆柱腔,其特征在于:所述圆柱腔内装配有模具组件,所述模具组件随所述滚筒同步旋转,所述模具组件包括圆柱状的铸造模和套设于所述铸造模外侧的约束套,所述铸造模的内部为中空设置且贯穿其两端,所述铸造模的两端设有向内部部分延伸的挡板,所述铸造模由两瓣铸造模单体对接组成;所述滚筒的一端设有可对所述铸造模形成限位的限位部,所述滚筒的另一端设有若干组呈圆周阵列分布的离心锁,所述离心锁转动连接于所述滚筒的端面上,所述离心锁以转动连接处为分界分为锁杆分段和离心分段,所述离心锁与所述滚筒之间连接有复位弹簧。
2.根据权利要求1所述的空调压缩机壳生产用离心铸造机,其特征在于:所述滚筒的内壁上设有沿其轴向分布的第一凸筋,所述约束套的外壁上设有与所述第一凸筋配合的第一定位槽;所述铸造模单体的外壁上设有沿其轴向分布的第二凸筋,所述约束套的内壁上设有与所述第二凸筋配合的第二定位槽。
3.根据权利要求1或2所述的空调压缩机壳生产用离心铸造机,其特征在于:所述滚筒的外壁上设有至少两条凸起的环形导轨,滚轴上同轴固定设有与所述环形导轨滚动配合的滚轮,所述滚轮上设有与所述环形导轨卡合的卡槽。
4.根据权利要求1所述的空调压缩机壳生产用离心铸造机,其特征在于:两所述铸造模单体之间的拼接面为锯齿状结构。
5.根据权利要求1所述的空调压缩机壳生产用离心铸造机,其特征在于:所述铸造架上还设有滚筒架,所述滚筒架上设有两排阵列分布的滚筒组,两滚筒组之间形成有v型传输通道,所述v型传输通道正对所述圆柱腔。
技术总结
本发明涉及一种空调压缩机壳生产用离心铸造机。它包括铸造架、两滚轴、电机以及摆放于两滚轴之间的滚筒,滚筒的内部形成有圆柱腔,其特征在于:圆柱腔内装配有模具组件,模具组件包括铸造模和套设于铸造模外侧的约束套,铸造模由两瓣铸造模单体对接组成;滚筒的一端设有可对铸造模形成限位的限位部,滚筒的另一端设有若干组呈圆周阵列分布的离心锁,离心锁转动连接于滚筒的端面上,离心锁以转动连接处为分界分为锁杆分段和离心分段,离心锁与滚筒之间连接有复位弹簧。由于离心锁具备自动解锁效果,因此在安装或取出模具组件过程中,操作简便,同时模具组件本身的结构也很容易拆装,取出铸件过程也比较便捷。
技术研发人员:黄延年
受保护的技术使用者:浙江茸创机械制造有限公司
技术研发日:
技术公布日:2024/9/29
- 还没有人留言评论。精彩留言会获得点赞!