一种中型液化气体船用低温钢板及其制备方法与流程
本发明涉及冶金领域,尤其涉及一种中型液化气体船用低温钢板及其制备方法。
背景技术:
1、近几年,液化气体船舶的需求一直居高不下。随着全球对清洁能源需求的兴起,液氨运输船带来了新的热点。相较于8万方以上的超大型船舶的高技术要求以及高建造成本,中型2~5万方(常见2.5万方、4万方、4.8万方等)更加灵活并且实用,越来越多的中型液化气体船受到青睐。
2、目前很多船企已经纷纷将目光转向了中型液化气体船的设计和建造。相较于大型船舶,中小型船舶在用钢方面更重视采用宽薄板,一方面降低钢板自重提高载运效率,一方面减少焊缝,提升性能稳定性和安全性。
3、对于宽度超过3500mm的钢板一般无法采用炉卷轧机生产,必须用宽厚板轧机生产,而且通常的两阶段轧制很难实现在保证板型良好的同时满足低温钢板的韧性要求。通常要采用开坯轧制,展宽轧制实现良好的板型和优异的性能,但是开坯轧制二火成材,不但降低了成材率而且大大降低了生产效率,增加了生产成本,提高了生产周期。不利于低成本生产和快速供货的要求。
4、因此,需要针对性开发新型的中型液化气体船用低温钢板,克服上述问题。
技术实现思路
1、发明目的:针对现有技术的不足与缺陷,本发明提供一种中型液化气体船用低温钢板及其制备方法,获得的低温钢板的综合性能优异,同时提高成材率与生产效率,降低生产成本,降低生产周期。
2、技术方案:本发明的一种中型液化气体船用低温钢板,低温钢板的化学成分及质量百分比如下:c:0.04%~0.10%,si:0.15%~0.25%,mn:1.20%~1.60%,p≤0.008%,s≤0.002%,als:0.035%~0.080%,n≤40ppm,余量为fe和不可避免的杂质。
3、本发明的中型液化气体船用低温钢板的制备方法,包括加热工艺、轧制工艺与分级冷却工艺。
4、其中,所述的加热工艺中,加热炉温度为:1050℃~1150℃,出炉温度为:1050±20℃。
5、其中,所述的轧制工艺采用一阶段轧制,板坯出炉后采用机前除鳞水进行冷却,开轧温度950℃~1000℃,终轧温度780℃±20℃,轧后进行温矫,矫直温度760℃±20℃。
6、其中,所述的轧制冷却采用分级冷却工艺,轧后采用水雾喷淋装置进行水雾冷却,之后进行水冷,水冷结束进行空冷。
7、其中,所述的分级冷却工艺中,水雾冷却平均冷却速度为3℃~5℃;水冷开始温度为720±20℃,水冷结束温度为600±20℃;水冷平均冷却速度为5℃~15℃。
8、本发明获得的低温钢板用于中型液化气体船。
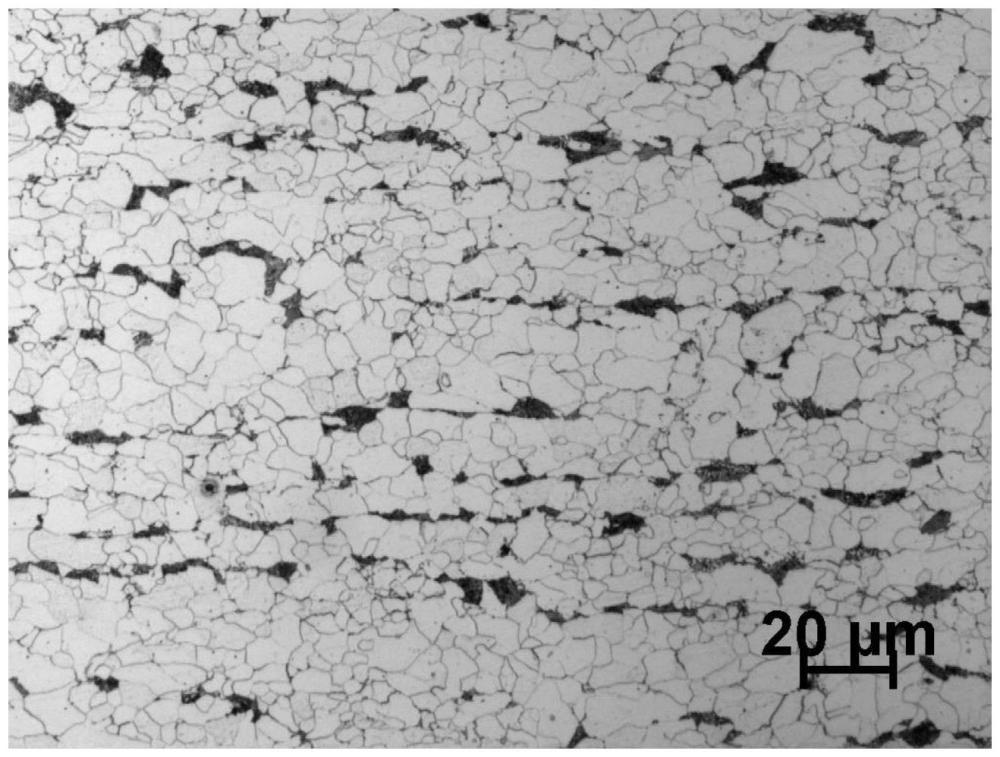
9、其中,所述的低温钢板组织包括铁素体和珠光体,铁素体晶粒度为9~11级。
10、其中,所述的低温钢板的厚度为6mm~10mm,宽度为3800mm~4400mm。
11、其中,所述的低温钢板的屈服强度大于315mpa,抗拉强度为440mpa~590mpa,延伸率大于22%,-60℃夏比冲击>60j,钢板的不平度控制在5mm/2m以内。
12、有益效果:与现有技术相比,本发明具有以下显著优点:本发明采用低温加热可以很好的控制原始奥氏体晶粒尺寸获得均匀细化的原始组织,低温一阶段轧制可保证钢板变形后获得超细化轧制组织,轧后进行温矫可保证良好的板型,采用分级冷却钢板相变后获得超细化的铁素体组织,晶粒度9~11级,保证-60℃冲击功达到60j,同时钢板板型良好,不平度可控制在5mm/2m以内,综合性能优异。
13、本发明制得的钢板厚度为6mm~10mm,宽度为3800mm~4400mm,不添加贵重合金元素、无需采用二火成材,低成本、交货快适用于中型液化气体船建造。
技术特征:
1.一种中型液化气体船用低温钢板,其特征在于:低温钢板的化学成分及质量百分比如下:c:0.04%~0.10%,si:0.15%~0.25%,mn:1.20%~1.60%,p≤0.008%,s≤0.002%,als:0.035%~0.080%,n≤40ppm,余量为fe和不可避免的杂质。
2.根据权利要求1所述的中型液化气体船用低温钢板的制备方法,其特征在于:包括加热工艺、轧制工艺与分级冷却工艺。
3.根据权利要求2所述的中型液化气体船用低温钢板的制备方法,其特征在于:所述的加热工艺中,加热炉温度为:1050℃~1150℃,出炉温度为:1050±20℃。
4.根据权利要求2所述的中型液化气体船用低温钢板的制备方法,其特征在于:所述的轧制工艺采用一阶段轧制,板坯出炉后采用机前除鳞水进行冷却,开轧温度950℃~1000℃,终轧温度780℃±20℃,轧后进行温矫,矫直温度760℃±20℃。
5.根据权利要求2所述的中型液化气体船用低温钢板的制备方法,其特征在于:所述的轧制冷却采用分级冷却工艺,轧后采用水雾喷淋装置进行水雾冷却,之后进行水冷,水冷结束进行空冷。
6.根据权利要求2所述的中型液化气体船用低温钢板的制备方法,其特征在于:所述的分级冷却工艺中,水雾冷却平均冷却速度为3℃~5℃;水冷开始温度为720±20℃,水冷结束温度为600±20℃;水冷平均冷却速度为5℃~15℃。
7.根据权利要求2-6中任一项所述的中型液化气体船用低温钢板的制备方法,其特征在于:获得的低温钢板用于中型液化气体船。
8.根据权利要求7所述的中型液化气体船用低温钢板的制备方法,其特征在于:所述的低温钢板组织包括铁素体和珠光体,铁素体晶粒度为9~11级。
9.根据权利要求8所述的中型液化气体船用低温钢板的制备方法,其特征在于:所述的低温钢板的厚度为6mm~10mm,宽度为3800mm~4400mm。
10.根据权利要求9所述的中型液化气体船用低温钢板的制备方法,其特征在于:所述的低温钢板的屈服强度大于315mpa,抗拉强度为440mpa~590mpa,延伸率大于22%,-60℃夏比冲击>60j,钢板的不平度控制在5mm/2m以内。
技术总结
本发明公开了一种中型液化气体船用低温钢板,低温钢板的化学成分及质量百分比如下:C:0.04%~0.10%,Si:0.15%~0.25%,Mn:1.20%~1.60%,P≤0.008%,S≤0.002%,Als:0.035%~0.080%,N≤40ppm,余量为Fe和不可避免的杂质。同时公开了该低温钢板的制备方法,包括加热工艺、轧制工艺与分级冷却工艺。本发明制得6~10mm厚3800~4400mm宽钢板,钢板获得均匀分布的铁素体和珠光体组织,铁素体晶粒度为9~11级,具有良好的低温冲击韧性和强度;钢板不添加贵重合金元素,不需开坯,成本低、易于批量生产、质量稳定,满足中型液化气体运输船的使用需求。
技术研发人员:张晓雪,王凌宇,王光磊,李恒坤,李森
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:
技术公布日:2024/11/11
- 还没有人留言评论。精彩留言会获得点赞!