一种高强韧焊丝钢的热处理工艺的制作方法
本发明涉及焊丝钢加工,尤其涉及一种高强韧焊丝钢的热处理工艺。
背景技术:
1、焊丝钢是一种用于焊接的金属丝材料,它在焊接过程中主要起到填充金属的作用,同时也作为导电电极,焊丝钢的种类繁多,根据不同的分类标准,可以分为实芯焊丝和药芯焊丝,实芯焊丝是由热轧线材经拉拔加工而成,为了防止焊丝生锈,必须对焊丝表面进行特殊处理,目前主要是镀铜处理,而药芯焊丝是将药粉包在薄钢带内卷成不同的截面形状经轧拔加工制成的焊丝,也称为粉芯焊丝、管状焊丝或折叠焊丝。
2、高强韧焊丝钢是指用于焊接高强度和高韧性要求钢材的一种焊丝材料,再高强韧焊丝钢的加工过程中,一般需要对焊丝钢进行热处理,焊丝钢进行热处理的目的主要是为了改善其机械性能、消除内应力、细化晶粒、提高韧性和塑性,以及调整其化学成分和组织结构,从而达到提高焊接接头质量和使用性能的效果。
3、现有的高强韧焊丝钢的热处理工艺大都流程单一,仅通过简单的和淬火来实现焊丝钢的热处理,导致经过热处理的焊丝钢在弯曲强度和拉伸强度等力学性能上均有所不足,且不具备良好的硬度和韧性,机械性能有待提高,另外加工性能也不好,不仅给后续的焊丝加工带来困难,还会导致后续加工出的焊丝性能有所欠缺,无法保证良好的焊接质量和效果,因此,本发明提出一种高强韧焊丝钢的热处理工艺以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本发明的目的在于提出一种高强韧焊丝钢的热处理工艺,解决现有的高强韧焊丝钢的热处理工艺流程单一,经过热处理的焊丝钢在弯曲强度和拉伸强度等力学性能上均有所不足,且不具备良好的硬度和韧性,机械性能有待提高,另外加工性能也不好的问题。
2、为了实现本发明的目的,本发明通过以下技术方案实现:一种高强韧焊丝钢的热处理工艺,包括以下步骤:
3、步骤一:先对待加工的焊丝钢进行表面清洁处理,清洁完毕后采用电阻加热器对焊丝钢进行预热;
4、步骤二:将经过预热的焊丝钢置于电阻炉中加热到870~880℃后保温,保温到预设时间后关闭电阻炉并将焊丝钢置于炉内冷却至室温,接着将焊丝钢放入感应炉中,通过感应炉将焊丝钢加热到860~875℃,然后将焊丝钢从感应炉中取出置于空气中自然冷却至室温,完成初次热处理;
5、步骤三:预先配制复合冷却液,再将步骤一中经过初次热处理的焊丝钢放入真空炉中加热至830~845℃并保温,接着将保温完毕的焊丝钢取出并放入复合冷却液中冷却,待冷却至室温后再将焊丝钢表面擦净,随后再次置于真空炉中加热至225~275℃并保温,保温至预设时间后将焊丝钢取出并冷却至室温,完成二次热处理;
6、步骤四:先采用酸性溶液对经过二次热处理的焊丝钢进行酸洗,再采用碱性溶液对经过酸洗的焊丝钢进行碱洗,然后通过去离子水对焊丝钢进行漂洗,漂洗完毕后再烘干,得到高强韧焊丝钢。
7、进一步改进在于:所述步骤一中,对焊丝钢进行表面清洁处理的具体步骤为:先采用喷砂机对焊丝钢表面进行喷砂处理,再采用高压水流清洗焊丝钢表面,然后置于超声波清洗机中进行超声波清洗,最后采用真空干燥机对其进行烘干处理。
8、进一步改进在于:所述步骤一中,所述焊丝钢以10~15℃/min的升温速率进行预热,预热至200~300℃后完成预热。
9、进一步改进在于:所述步骤二中,所述焊丝钢在电阻炉中以25~35℃/min的升温速率加热到870~880℃,所述焊丝钢在加热到870~880℃后在电阻炉内保温45~60min后再关闭电阻炉并开始冷却,所述焊丝钢在感应炉中以25~30℃/min的升温速率加热到860~875℃。
10、进一步改进在于:所述步骤三中,所述复合冷却液由水、氯化钠、聚合物添加剂、防锈剂和消泡剂按质量比25:2:4:1:1混合制备而成,所述聚合物添加剂选自聚乙烯醇或聚丙烯酰胺中的一种,所述防锈剂选自磷酸盐或硼酸盐中的一种,所述消泡剂选自大豆油或蓖麻油中的一种。
11、进一步改进在于:所述步骤三中,所述焊丝钢在真空炉中以35~45℃/min的升温速率加热至830~845℃,所述焊丝钢在加热至830~845℃后保温30~45min。
12、进一步改进在于:所述步骤三中,所述焊丝钢在真空炉中以40~50℃/min的升温速率加热至225~275℃,所述焊丝钢在加热至225~275℃后保温10~20min。
13、进一步改进在于:所述步骤四中,所述酸性溶液选自硝酸溶液或磷酸溶液中的一种,所述碱性溶液选自氢氧化钠溶液或氢氧化钾溶液中的一种,所述焊丝钢漂洗完毕后采用热风机烘干。
14、本发明的有益效果为:本发明通过分别在电阻炉和感应炉中对焊丝钢进行两次升温和冷却,实现初次热处理,能在一定程度上提高焊丝钢塑性,消除其内部应力,便于后续加工为焊丝,且改善了材料的机械性能,且通过在真空炉中对焊丝钢进行两次升温和冷却,实现二次热处理,能使焊丝钢奥氏体化后得到快速冷却,提高硬性和强度,同时减轻多次升温处理引起的内应力,进一步调整焊丝钢的机械性能,经过上述热处理工艺的焊丝钢具备良好的弯曲强度、拉伸强度、硬度和韧性,机械性能显著提高,同时改善了焊丝钢的加工性能,给后续的焊丝加工带来便捷,保证了焊丝性能,并使焊接质量和效果有了保障。
技术特征:
1.一种高强韧焊丝钢的热处理工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种高强韧焊丝钢的热处理工艺,其特征在于:所述步骤一中,对焊丝钢进行表面清洁处理的具体步骤为:先采用喷砂机对焊丝钢表面进行喷砂处理,再采用高压水流清洗焊丝钢表面,然后置于超声波清洗机中进行超声波清洗,最后采用真空干燥机对其进行烘干处理。
3.根据权利要求1所述的一种高强韧焊丝钢的热处理工艺,其特征在于:所述步骤一中,所述焊丝钢以10~15℃/min的升温速率进行预热,预热至200~300℃后完成预热。
4.根据权利要求1所述的一种高强韧焊丝钢的热处理工艺,其特征在于:所述步骤二中,所述焊丝钢在电阻炉中以25~35℃/min的升温速率加热到870~880℃,所述焊丝钢在加热到870~880℃后在电阻炉内保温45~60min后再关闭电阻炉并开始冷却,所述焊丝钢在感应炉中以25~30℃/min的升温速率加热到860~875℃。
5.根据权利要求1所述的一种高强韧焊丝钢的热处理工艺,其特征在于:所述步骤三中,所述复合冷却液由水、氯化钠、聚合物添加剂、防锈剂和消泡剂按质量比25:2:4:1:1混合制备而成,所述聚合物添加剂选自聚乙烯醇或聚丙烯酰胺中的一种,所述防锈剂选自磷酸盐或硼酸盐中的一种,所述消泡剂选自大豆油或蓖麻油中的一种。
6.根据权利要求1所述的一种高强韧焊丝钢的热处理工艺,其特征在于:所述步骤三中,所述焊丝钢在真空炉中以35~45℃/min的升温速率加热至830~845℃,所述焊丝钢在加热至830~845℃后保温30~45min。
7.根据权利要求1所述的一种高强韧焊丝钢的热处理工艺,其特征在于:所述步骤三中,所述焊丝钢在真空炉中以40~50℃/min的升温速率加热至225~275℃,所述焊丝钢在加热至225~275℃后保温10~20min。
8.根据权利要求1所述的一种高强韧焊丝钢的热处理工艺,其特征在于:所述步骤四中,所述酸性溶液选自硝酸溶液或磷酸溶液中的一种,所述碱性溶液选自氢氧化钠溶液或氢氧化钾溶液中的一种,所述焊丝钢漂洗完毕后采用热风机烘干。
技术总结
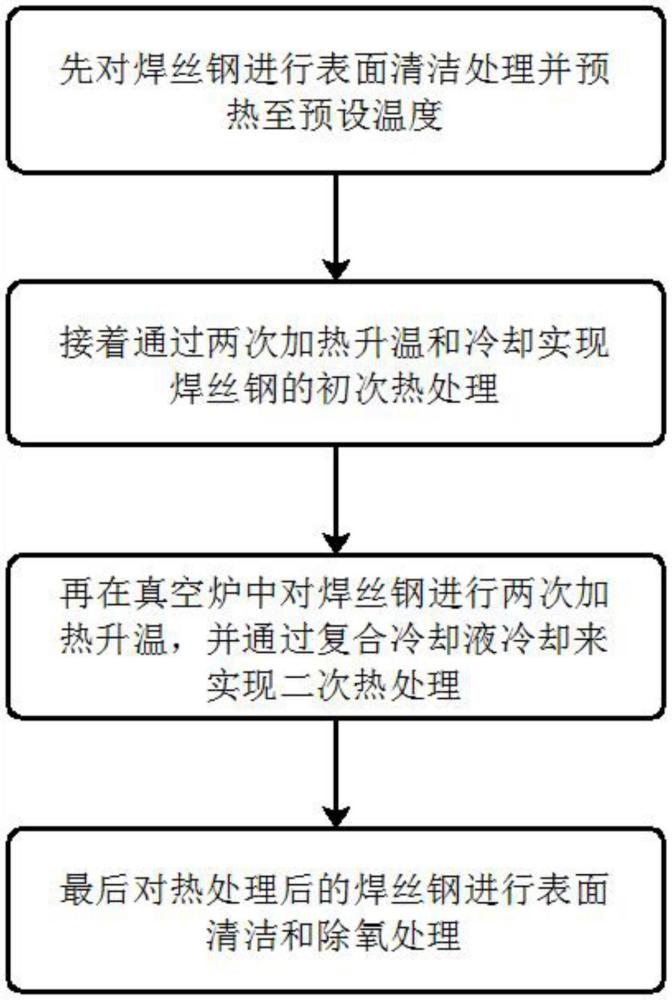
本发明公开一种高强韧焊丝钢的热处理工艺,涉及焊丝钢加工技术领域,包括以下步骤:热处理前进行清洁并预热、初次热处理、二次热处理、热处理后进行清洁和除氧;本发明通过分别在电阻炉和感应炉中对焊丝钢进行两次升温和冷却,实现初次热处理,能在一定程度上提高焊丝钢塑性,消除其内部应力,便于后续加工为焊丝,且改善了材料的机械性能,且通过在真空炉中对焊丝钢进行两次升温和冷却,实现二次热处理,能使焊丝钢奥氏体化后得到快速冷却,提高硬性和强度,同时减轻多次升温处理引起的内应力,进一步调整焊丝钢的机械性能。
技术研发人员:王磊,王胜淇,张思,委福祥,张绪平
受保护的技术使用者:徐州金虹钢铁集团有限公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!