一种轴类工件表面强化装置及其应用
本发明涉及工件加工领域,具体涉及一种轴类工件表面强化装置及其应用。
背景技术:
1、对于复杂大型轴类工件,例如表面性能相对较差的一体化铸造桥壳的半轴,半轴性能改善对于桥壳整体使用寿命有重要影响,一些改善复杂工件表面的方法,如机械硬化(如滚压、喷丸)、化学镀、磁控溅射、电镀/电刷镀、电火花/气相沉积、钎焊、热喷涂、表面渗碳/氮等受工艺所限,这些方法往往仅能在工件表面极薄表层处理,且工艺复杂费时费力。由于一体化铸造桥壳材料为大型、复杂或者不规则形状的材料,因此其半轴较其他工件的半轴尺寸大、复杂不规则,现有技术较难实现仅仅对桥壳的半轴或选择性对局部表面进行淬火处理,此外现有技术(感应加热淬火、激光表面淬火)对于半轴表面淬火处理时,将会产生如下问题:一是由于设备功率限制或加热速率低使得淬火深度过浅,淬硬层深度不够,导致半轴强化作用不够;二是半轴在表面淬火时,因为半轴在转动或移动时速度不均匀,导致热处理不均匀,最终导致半轴表面强化处理不完全;三是淬火后,半轴的表面出现熔凝,这大大降低了工件的表面质量,增大后续的加工成本;四是半轴淬火处理后,在提高半轴硬度的同时,将使得半轴韧性有所降低,即半轴的硬度、耐磨性和韧性较难实现同步提高。因此如何对复杂大型轴类工件或选择性对局部表面进行淬火处理,达到能够调控淬硬层深度、表面质量,使得轴类工件硬度、耐磨性、疲劳强度和韧性同步提高是目前亟待解决的技术难题。
技术实现思路
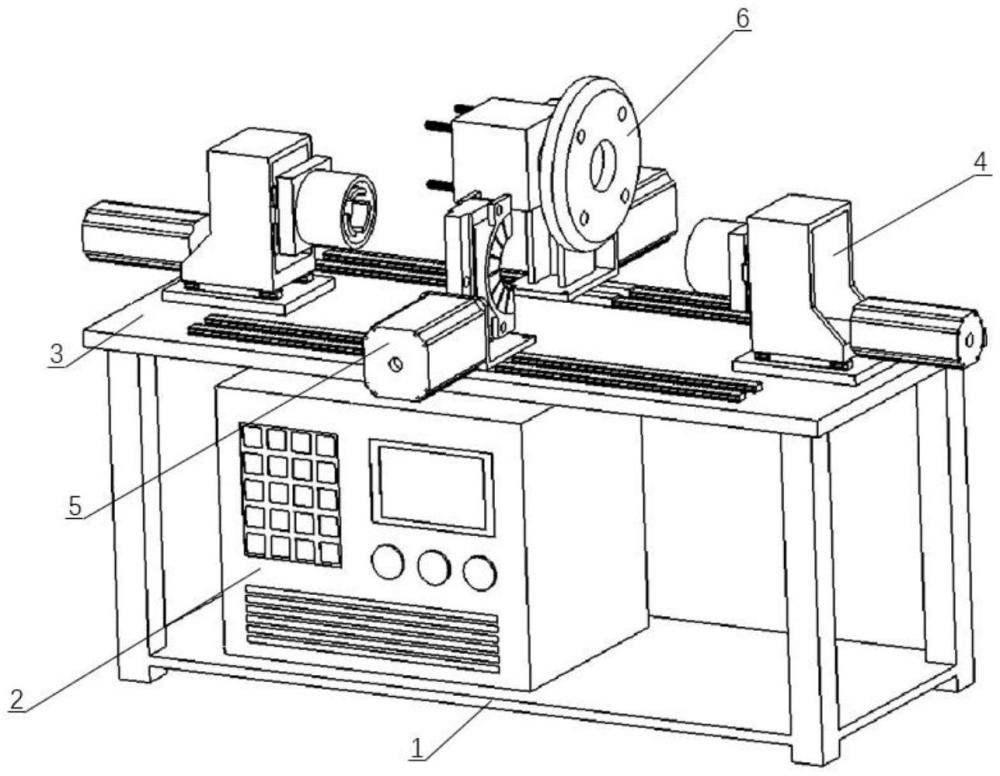
1、为了解决上述技术难题,本发明提供了一种轴类工件表面强化装置,它包括:底座1、电源控制系统2、工作台3、夹持旋转系统4、石墨电极5、铜导轮6,所述的电源控制系统2位于底座1上以及用于控制脉冲电流输出和夹持旋转系统4、石墨电极5、铜导轮6的开启和移动,工作台3位于电源控制系统2的上方,所述的夹持旋转系统4放置在工作台3上,用于夹持、固定工件并能调整工件进行上下移动和旋转,所述的电源控制系统2与石墨电极5和和铜导轮6相连接;所述的石墨电极5放置在工作台3上的前端,所述的铜导轮电极6位于工作台3的后端;所述的石墨电极5是由多块石墨堆积形成的半圆凹槽式电极,能够包覆工件的表面,所述的铜导轮6是能够自由旋转的铜轮。
2、本发明还提供了轴类工件表面强化装置在表面强化领域的应用,它的制备方法包括:开启轴类工件表面强化装置,将轴类工件两端固定在夹持旋转系统4上,调整石墨电极5和铜导轮6的位置与轴类工件首个待加工的圆周表面紧密接触,打开电源控制系统2对轴类工件进行匀速旋转和脉冲电流处理,所述的脉冲电流处理为:脉冲电流3ka-12ka,电压16-25v,频率0.5-200hz,放电时间5-500s,轴类工件的旋转线速度为5-100mm/s,在轴类工件的旋转带动下,铜导轮6与轴类工件之间发生相互运动,在轴类工件表面交替进行脉冲电流加热和空冷处理(以下简称脉冲电流淬火处理),待轴类工件首个圆周面完成脉冲电流淬火处理后,在室温下冷却30-300s后,按照轴类工件首个圆周面加工方式对轴类工件的下一个圆周面进行脉冲电流淬火处理,按照上述过程,最终完成整个轴类工件的加工处理后,获得经脉冲电流淬火处理后的轴类工件。
3、进一步地,所述的轴类工件:形状为半轴、曲轴、阶梯轴、空心轴中的一种;材料为球墨铸铁或铸钢或锻钢或钛合金中的一种。
4、进一步地,所述的球墨铸铁为qt400-15、qt450-10、qt500-7、qt600-3中的一种。
5、进一步地,所述的铸钢为zg200-400、zg230-450、zg270-500、zg310-570、zg340-640中的一种。
6、进一步地,所述的锻钢为35crmo、20cr、38simnmo、37simn、20crmnti中的一种。
7、进一步地,所述的钛合金为tc4、tc6、tc11、tc17中的一种。
技术特征:
1.一种轴类工件表面强化装置,其特征在于:它包括:底座1、电源控制系统2、工作台3、夹持旋转系统4、石墨电极5、铜导轮6,所述的电源控制系统2位于底座1上以及用于控制脉冲电流输出和夹持旋转系统4、石墨电极5、铜导轮6的开启和移动,工作台3位于电源控制系统2的上方,所述的夹持旋转系统4放置在工作台3上,用于夹持、固定工件并能调整工件进行上下移动和旋转,所述的电源控制系统2与石墨电极5和和铜导轮6相连接;所述的石墨电极5放置在工作台3上的前端,所述的铜导轮电极6位于工作台3的后端;所述的石墨电极5是由多块石墨堆积形成的半圆凹槽式电极,能够包覆工件的表面,所述的铜导轮6是能够自由旋转的铜轮。
2.轴类工件表面强化装置在表面强化领域的应用,其特征在于:它的制备方法包括:开启轴类工件表面强化装置,将轴类工件两端固定在夹持旋转系统4上,调整石墨电极5和铜导轮6的位置与轴类工件首个待加工的圆周表面紧密接触,打开电源控制系统2对轴类工件进行匀速旋转和脉冲电流处理,所述的脉冲电流处理为:脉冲电流3ka-12ka,电压16-25v,频率0.5-200hz,放电时间5-500s,轴类工件的旋转线速度为5-100mm/s,在轴类工件的旋转带动下,铜导轮6与轴类工件之间发生相互运动,在轴类工件表面交替进行脉冲电流加热和空冷处理(以下简称脉冲电流淬火处理),待轴类工件首个圆周面完成脉冲电流淬火处理后,在室温下冷却30-300s后,按照轴类工件首个圆周面加工方式对轴类工件的下一个圆周面进行脉冲电流淬火处理,按照上述过程,最终完成整个轴类工件的加工处理后,获得经脉冲电流淬火处理后的轴类工件。
3.根据权利要求2所述的轴类工件表面强化装置在表面强化领域的应用,其特征在于:所述的轴类工件:形状为半轴、曲轴、阶梯轴、空心轴中的一种;材料为球墨铸铁或铸钢或锻钢或钛合金中的一种。
4.根据权利要求3所述轴类工件表面强化装置在表面强化领域的应用,其特征在于:所述的球墨铸铁为qt400-15、qt450-10、qt500-7、qt600-3中的一种。
5.根据权利要求3所述轴类工件表面强化装置在表面强化领域的应用,其特征在于:所述的铸钢为zg200-400、zg230-450、zg270-500、zg310-570、zg340-640中的一种。
6.根据权利要求3所述轴类工件表面强化装置在表面强化领域的应用,其特征在于:所述的锻钢为35crmo、20cr、38simnmo、37simn、20crmnti中的一种。
7.根据权利要求3所述轴类工件表面强化装置在表面强化领域的应用,其特征在于:所述的钛合金为tc4、tc6、tc11、tc17中的一种。
技术总结
本发明涉及工件加工领域,具体涉及一种轴类工件表面强化装置及其应用。将轴类工件的两端固定在夹持旋转系统上,使待强化的轴类工件表面一部分包裹在石墨电极内,然后通过铜导轮接触另一部分,在脉冲电流的作用下形成回路,以使电流流经工件。因为铜导轮与轴类工件圆周面为线接触,电流密度大,产生的焦耳热使接触表面快速升至淬火温度,同时通过旋转工件达到对整个表面交替进行加热和冷却的效果。通过对外加脉冲电流、转速和时间间隔等工艺参数的调整,能够实现对大型或复杂轴类工件的表面强化处理,最终使工件同步实现更高的硬度、耐磨性和冲击韧性。
技术研发人员:徐晓峰,杨小虎,查敏,王珵,付兴国
受保护的技术使用者:吉林大学
技术研发日:
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!