硅溶胶精铸型壳高温浇注自动取壳机械系统的制作方法
本发明涉及高温浇注自动取壳,具体的,涉及硅溶胶精铸型壳高温浇注自动取壳机械系统。
背景技术:
1、精密铸造,指的是获得精准尺寸铸件工艺的总称,相对于传统砂型铸造工艺,精密铸造获得铸件尺寸更加精准,表面光洁度更好,它包括:熔模铸造、陶瓷型铸造、金属型铸造、压力铸造、消失模铸造等,而壳型精密铸造与普通砂型铸造相比,具有设备投资少,占地面积小,生产方便,生产效率高,铸造用砂量少,生产现场粉尘少、噪声小、因而对环境的污染小,生产的铸件表面光洁度高,尺寸精度高,材料性能好等特点,其应用前景看好,其主要为用强度很高的热固性材料硅砂或锆砂与树脂的混合料形成薄壳铸型并进行浇注而获得铸件,通常一个铸型是由两个半个壳型并成的,用夹子夹紧或用树脂粘合。壳型装配好即可浇注,有些铸件如钻头,可做成整体的壳型。造型材料配制工艺和制壳工 艺,各厂略有不同。
2、目前市场上进行精铸型壳的工厂在型壳铸造完毕后通常为人工进行取壳,而同一个炉体内有不同形状、大小的型壳,此时工人拿着横叉叉取型壳会比较麻烦,且环境恶劣,工作强度大,容易导致整体生产效率变低。
技术实现思路
1、本发明提出硅溶胶精铸型壳高温浇注自动取壳机械系统。
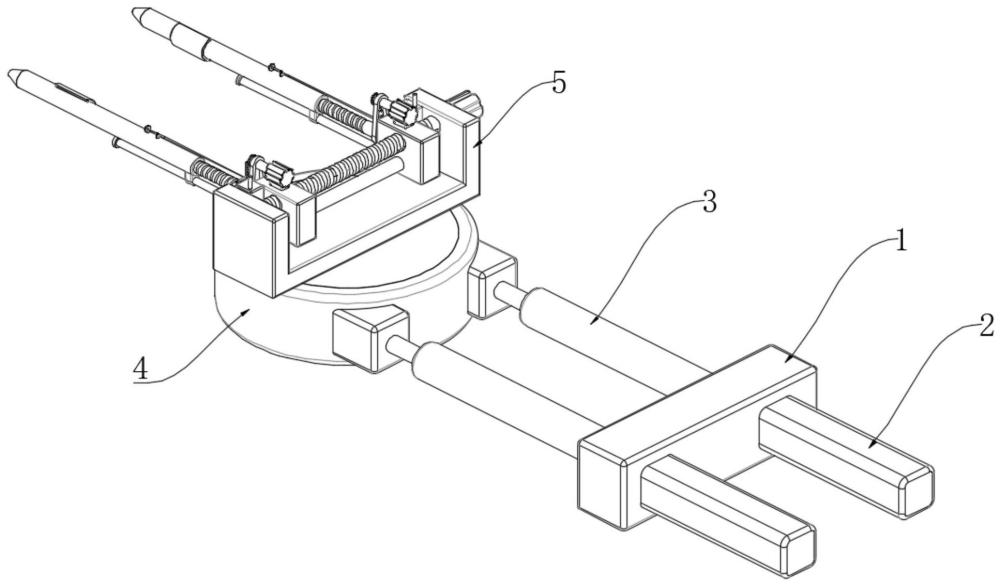
2、本发明的技术方案如下:硅溶胶精铸型壳高温浇注自动取壳机械系统,包括基块和取壳机构,所述基块的后端固定连接有把手,所述基块的前端设置有电动推杆,所述电动推杆的输出端设置有角度调节组件;
3、所述取壳机构包括固定座和传动带,所述固定座的内侧转动连接有螺纹杆a,所述固定座的内侧固定连接有滑杆a,所述滑杆a的表面滑动连接有移动块,所述固定座的侧面设置有移动电机,所述移动电机的输出轴与螺纹杆a固定连接,所述移动块的前端转动连接有螺纹杆b,所述移动块的前端固定连接有滑杆b,所述滑杆b的顶部滑动连接有插杆,所述移动块的顶部设置有转动电机,所述转动电机通过其输出轴固定连接有转轴,所述螺纹杆b通过传动带与转轴传动连接,所述移动块的前端设置有辅助冷却机构,通过设置有取壳机构,从而达到了开启移动电机带动螺纹杆a转动,会通过螺纹杆a与移动块之间螺纹的配合带动两组插杆相靠近或相远离移动,从而调整插杆之间的距离,方便对型壳的叉取,而开启转动电机带动转轴转动,转轴转动通过传动带带动螺纹杆b转动,螺纹杆b转动通过螺纹配合可以带动插杆向前端或向后端移动,方便叉取位于炉体不同深度的型壳,而在型壳形状不方便进行叉取时,也可以通过带动两组插杆相靠近利用插杆内侧的夹持垫对型壳进行夹持,使用起来更加灵活。
4、所述角度调节组件包括圆台,所述圆台与电动推杆的输出端固定连接,所述圆台的内部转动连接有转板,所述圆台的内部设置有调节电机,所述调节电机的输出端与转板的底部固定连接,启动电动推杆时可以带动圆台整体向前端移动与炉体靠近,开启调节电机时可以带动转板转动,从而调节插杆的角度,从而方便插杆叉取不同位置的型壳。
5、所述固定座的底部与转板的顶部固定连接,所述插杆的前端设置为圆锥形,转板转动会带动固定座转动调节角度,插杆前端为圆锥形方便对型壳的叉取。
6、所述移动块通过内置螺纹与螺纹杆a螺纹连接,所述插杆通过内置螺纹与螺纹杆b螺纹连接,螺纹杆a转动时通过螺纹间的配合会带动移动块沿着滑杆a进行移动,螺纹杆b转动时会通过螺纹间的配合带动插杆沿着滑杆b进行移动。
7、所述插杆的数量设置为两组,且两组所述的插杆向靠近的一侧均设置有夹持垫,通过两组插杆对型壳进行叉取,使得型壳不易掉落,而两组插杆相靠近移动时通过夹持垫也可以直接夹持住型壳进行取出。
8、所述辅助冷却机构包括液仓、水箱和转动齿轮,所述水箱固定连接在固定座的内侧底部,所述液仓固定连接在移动块的前端,所述液仓的内部设置有复位弹簧,所述液仓的内部通过复位弹簧活塞滑动连接有活塞杆,所述活塞杆的顶部固定连接有齿杆,所述液仓的两侧分别贯穿且固定连接有伸缩软管和排水管,所述伸缩软管远离液仓的一端与水箱贯穿且固定连接,所述排水管远离液仓的一端内部滑动连接有伸缩管,所述伸缩管远离排水管的一端设置有喷头,所述伸缩管的底部固定连接有连接块,所述转动齿轮固定连接在转轴的前端。
9、所述连接块的底部与插杆的顶部固定连接,所述喷头朝向插杆的前端方向,插杆前后移动时会通过连接块带动伸缩管伸出或缩入排水管,喷头喷水时会喷向插杆前端方向,对插杆前端以及型壳进行降温。
10、所述伸缩软管和排水管的内部均设置有单向阀,所述伸缩软管为耐高温橡胶材质,伸缩软管与排水管内单向阀可以控制水流的方向,耐高温橡胶材质的伸缩软管可以在一定程度上被拉伸。
11、所述伸缩软管内单向阀为向液仓的内部方向单向导通,所述排水管内单向阀为向伸缩管方向单向导通,液仓内形成负压时会通过伸缩软管吸取水箱内水进入液仓,而对液仓内水进行挤压时会使得其内的水通过排水管排出。
12、所述转动齿轮为不完全齿轮,且所述转动齿轮上齿牙与齿杆上齿牙相适配,转动齿轮转动过程中其齿牙与齿杆上齿牙产生啮合时会带动齿杆向上移动。
13、本发明的工作原理及有益效果为:
14、1、本发明通过设置有取壳机构,达到了开启移动电机带动螺纹杆a转动,会通过螺纹杆a与移动块之间螺纹的配合带动两组插杆相靠近或相远离移动,从而调整插杆之间的距离,方便对型壳的叉取,而开启转动电机带动转轴转动,转轴转动通过传动带带动螺纹杆b转动,螺纹杆b转动通过螺纹配合可以带动插杆向前端或向后端移动,方便叉取位于炉体不同深度的型壳,而在型壳形状不方便进行叉取时,也可以通过带动两组插杆相靠近利用插杆内侧的夹持垫对型壳进行夹持,使用起来更加灵活。
15、2、本发明通过设置有角度调节组件,达到了当炉体内型壳摆放角度较差不方便直接进行叉取时,可以开启电动推杆带动圆盘向前端移动或向后端移动调节与型壳之间的距离,随后开启调节电机带动转板转动,转板转动带动固定座转动进行调节角度,使得两插杆可以对型壳进行叉取,叉取住型壳后也可以再次开启调节电机带动转板转动,将所叉取的型壳进行摆正。
16、3、本发明通过设置有辅助冷却机构,达到了开启电机带动转轴转动,转轴转动通过传动带带动螺纹杆b转动,使得插杆向前端移动对型壳进行叉取时,还会通过转动齿轮、齿杆、活塞杆等组件的配合带动伸缩软管吸取水箱内的水进入液仓,并由排水管排向伸缩管。最后由喷头喷出到插杆的前端以及被叉取的型壳处,通过喷水对插杆的前端以及所叉取的型壳进行冷却,方便后续的操作。
技术特征:
1.硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,包括基块(1)和取壳机构(5),所述基块(1)的后端固定连接有把手(2),所述基块(1)的前端设置有电动推杆(3),所述电动推杆(3)的输出端设置有角度调节组件(4);
2.根据权利要求1所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述角度调节组件(4)包括圆台(41),所述圆台(41)与电动推杆(3)的输出端固定连接,所述圆台(41)的内部转动连接有转板(43),所述圆台(41)的内部设置有调节电机(42),所述调节电机(42)的输出端与转板(43)的底部固定连接。
3.根据权利要求2所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述固定座(51)的底部与转板(43)的顶部固定连接,所述插杆(58)的前端设置为圆锥形。
4.根据权利要求3所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述移动块(55)通过内置螺纹与螺纹杆a(52)螺纹连接,所述插杆(58)通过内置螺纹与螺纹杆b(56)螺纹连接。
5.根据权利要求4所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述插杆(58)的数量设置为两组,且两组所述的插杆(58)向靠近的一侧均设置有夹持垫(512)。
6.根据权利要求5所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述辅助冷却机构(6)包括液仓(61)、水箱(610)和转动齿轮(611),所述水箱(610)固定连接在固定座(51)的内侧底部,所述液仓(61)固定连接在移动块(55)的前端,所述液仓(61)的内部设置有复位弹簧(62),所述液仓(61)的内部通过复位弹簧(62)活塞滑动连接有活塞杆(63),所述活塞杆(63)的顶部固定连接有齿杆(64),所述液仓(61)的两侧分别贯穿且固定连接有伸缩软管(65)和排水管(66),所述伸缩软管(65)远离液仓(61)的一端与水箱(610)贯穿且固定连接,所述排水管(66)远离液仓(61)的一端内部滑动连接有伸缩管(67),所述伸缩管(67)远离排水管(66)的一端设置有喷头(68),所述伸缩管(67)的底部固定连接有连接块(69),所述转动齿轮(611)固定连接在转轴(510)的前端。
7.根据权利要求6所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述连接块(69)的底部与插杆(58)的顶部固定连接,所述喷头(68)朝向插杆(58)的前端方向。
8.根据权利要求7所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述伸缩软管(65)和排水管(66)的内部均设置有单向阀,所述伸缩软管(65)为耐高温橡胶材质。
9.根据权利要求8所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述伸缩软管(65)内单向阀为向液仓(61)的内部方向单向导通,所述排水管(66)内单向阀为向伸缩管(67)方向单向导通。
10.根据权利要求9所述的硅溶胶精铸型壳高温浇注自动取壳机械系统,其特征在于,所述转动齿轮(611)为不完全齿轮,且所述转动齿轮(611)上齿牙与齿杆(64)上齿牙相适配。
技术总结
本发明涉及高温浇注自动取壳技术领域,提出了硅溶胶精铸型壳高温浇注自动取壳机械系统,包括基块和取壳机构,所述基块的后端固定连接有把手,本发明通过设置有取壳机构,从而达到了开启移动电机带动螺纹杆A转动,会通过螺纹杆A与移动块之间螺纹的配合带动两组插杆相靠近或相远离移动,从而调整插杆之间的距离,方便对型壳的叉取,而开启转动电机带动转轴转动,转轴转动通过传动带带动螺纹杆B转动,螺纹杆B转动通过螺纹配合可以带动插杆向前端或向后端移动,方便叉取位于炉体不同深度的型壳,而在型壳形状不方便进行叉取时,也可以通过带动两组插杆相靠近利用插杆内侧的夹持垫对型壳进行夹持,使用起来更加灵活。
技术研发人员:付其风
受保护的技术使用者:石家庄天嘉科技开发有限公司
技术研发日:
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!