陶瓷型芯磁性定位方法与流程
本发明属于熔模精密铸造,特别提供了陶瓷型芯磁性定位方法。
背景技术:
1、重型燃气轮机透平叶片一般具有复杂的空心气冷通道,以实现其目标冷却效果,上述气冷通道目前主要通过陶瓷型芯精密铸造工艺制造,该工艺一般包括压蜡、制壳、浇注、脱芯以及其他后工序处理。其中压蜡是获得透平叶片外形和内部空心气冷通道尺寸精度的重要工序。
2、目前压注成型是叶片蜡模成型的主要途径,主要包括陶瓷型芯在压蜡模具上的定位合模、蜡料充填固化、蜡模冷却开模三个阶段。其中陶瓷型芯在压蜡模具上定位的精度和效率直接决定叶片内腔尺寸精度和生产效率。目前陶瓷型芯在压蜡模具中均采用传统的卡槽定位方式,存在定位精度低、定位点调整困难、定位卡槽易磨损等问题。
3、因此,如何改进陶瓷型芯在压蜡模具上的定位方式成为亟待解决的问题。
技术实现思路
1、本发明的目的是提出一种陶瓷型芯磁性定位方法,以解决现有技术存在的大尺寸陶瓷型芯定位精度低、操作不便等问题。
2、为了实现上述目的,本发明提供了一种陶瓷型芯磁性定位方法,包括:
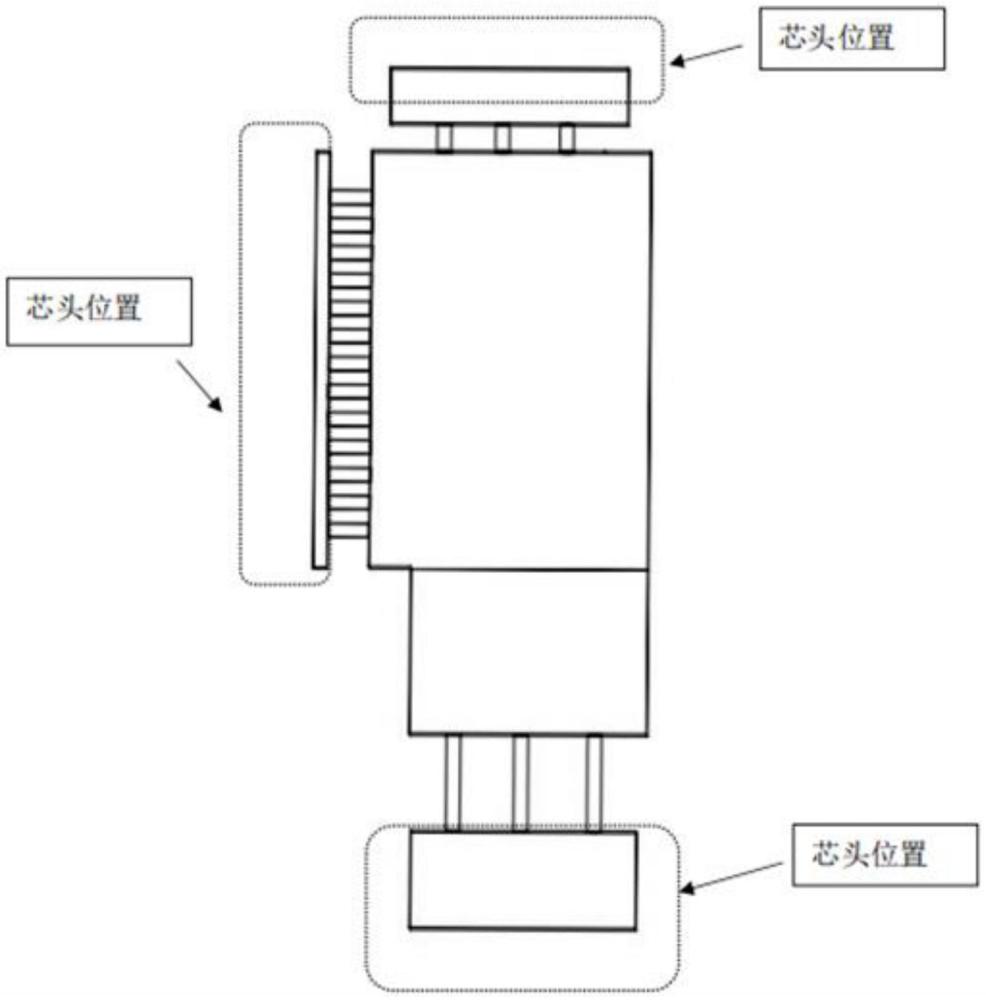
3、步骤1:确定待定位的陶瓷型芯在压蜡模具上的定位芯头位置,在定位芯头的待定位区域作标记;
4、步骤2:在定位芯头的预定位区域表面涂敷磁性涂料;
5、步骤3:对定位区域表面的涂敷磁性材料进行固化,得到具备磁性定位芯头的大尺寸陶瓷型芯;
6、步骤4:通过大尺寸陶瓷型芯的磁性定位芯头在金属压蜡模具上实现定位。
7、优选地,所述磁性涂料的制备方法为:
8、步骤21:按重量百分比,分别称取:平均粒径50微米的nd-fe-b粉体10-20wt%,平均粒径40微米的nd-fe-b粉体30-40wt%,平均粒径20微米的nd-fe-b粉体40-60wt%,并均匀混合,得到混合粉体;
9、步骤22:将混合粉体于110-130℃下干燥5-7h;
10、步骤23:将干燥后的混合粉体与光固化树脂混合均匀,得到浆料,其中按重量百分比计,混合粉体与光固化树脂的比例为:60-70:30-40;
11、步骤24:将所述浆料均化后得到磁性涂料。
12、优选地,所述光固化树脂为8602uv胶、k2018 uv胶、9310uv胶。
13、优选地,步骤2中涂敷磁性涂料的方式为浸渍、喷枪喷涂或刷涂中的一种。
14、优选地,步骤2中在定位芯头的预定位区域表面涂敷磁性涂料所形成的涂覆层厚度为0.15-0.5mm。
15、优选地,步骤3所述固化为光固化方式,光固化的参数为:采用110mw/cm2的紫外光照射涂覆层3-30s。
16、本发明提供的一种陶瓷型芯磁性定位方法,应用于大尺寸陶瓷型芯压蜡工序中,通过制备具有磁性定位芯头的大尺寸陶瓷型芯,使其在金属压蜡模具上实现精准定位;与传统的卡槽定位方式相比,本发明的磁性定位具有以下三个优点(1)快速响应:磁性定位技术响应速度快,能够迅速定位并调整陶瓷型芯的位置,提高生产效率和准确性。(2)高精度定位:磁性定位技术具有较高的定位精度,对于需要高精度定位的陶瓷型芯来说非常有利。(3)非接触式定位:磁性定位技术不需要物理接触,可以减少因接触带来的磨损和误差,对陶瓷型芯的保护更为有效,并能够减少模具的磨损从而延长其使用寿命。
技术特征:
1.一种陶瓷型芯磁性定位方法,其特征在于,包括:
2.根据权利要求1所述的一种陶瓷型芯磁性定位方法,其特征在于,所述磁性涂料的制备方法为:
3.根据权利要求1所述的一种陶瓷型芯磁性定位方法,其特征在于,所述光固化树脂为8602uv胶、k2018 uv胶、9310uv胶中的一种。
4.根据权利要求1所述的一种陶瓷型芯磁性定位方法,其特征在于,步骤2中涂敷磁性涂料的方式为浸渍、喷枪喷涂或刷涂中的一种。
5.根据权利要求1所述的一种陶瓷型芯磁性定位方法,其特征在于,步骤2中在定位芯头的预定位区域表面涂敷磁性涂料所形成的涂覆层厚度为0.15-0.5mm。
6.根据权利要求1所述的一种陶瓷型芯磁性定位方法,其特征在于,步骤3所述固化为光固化方式,光固化的参数为:采用110mw/cm2的紫外光照射涂覆层3-30s。
技术总结
本发明公开了一种陶瓷型芯磁性定位方法,包括:步骤1:确定待定位的陶瓷型芯在压蜡模具上的定位芯头位置,在定位芯头的预定位区域作标记;步骤2:在定位芯头的预定位区域表面涂敷磁性涂料;步骤3:对定位区域表面的涂敷磁性材料进行固化,得到具备磁性定位芯头的大尺寸陶瓷型芯;步骤4:通过大尺寸陶瓷型芯的磁性定位芯头在金属压蜡模具上实现定位。本发明提供的陶瓷型芯磁性定位芯头定位方法,实现了陶瓷型芯在压蜡模具里的快速精确定位,能够显著提高生产效率,此外由于为非接触式定位,可以减少因接触带来的磨损和误差,对陶瓷型芯的保护更为有效,并能够减少模具的磨损从而延长其使用寿命。
技术研发人员:李建华,白小龙,程涛,吴宏,徐超,张海南,余志勇,张绮帆,李维明,李昂,王志申
受保护的技术使用者:辽宁航安型芯科技股份有限公司
技术研发日:
技术公布日:2024/12/2
- 还没有人留言评论。精彩留言会获得点赞!