钻尖后刀面磨削方法、装置、电子设备和存储介质与流程
本申请涉及机械制造,特别是涉及一种钻尖后刀面磨削方法、装置、电子设备和存储介质。
背景技术:
1、钻头作为钻削加工的主要刀具,被广泛应用在机械制造中。在钻削过程中,钻头的后刀面能起到支撑切削刃、减小切削力和降低切削温度等作用,使得切削刃能够更稳定的切削,保证钻头的使用寿命。
2、传统技术中,通过有经验的工人手动磨削钻头的后刀面,比较局限,无法保证钻尖后刀面的磨削效率。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种能够提高磨削效率的钻尖后刀面磨削方法、装置、电子设备和存储介质。
2、第一方面,本申请提供了一种钻尖后刀面磨削方法,包括:
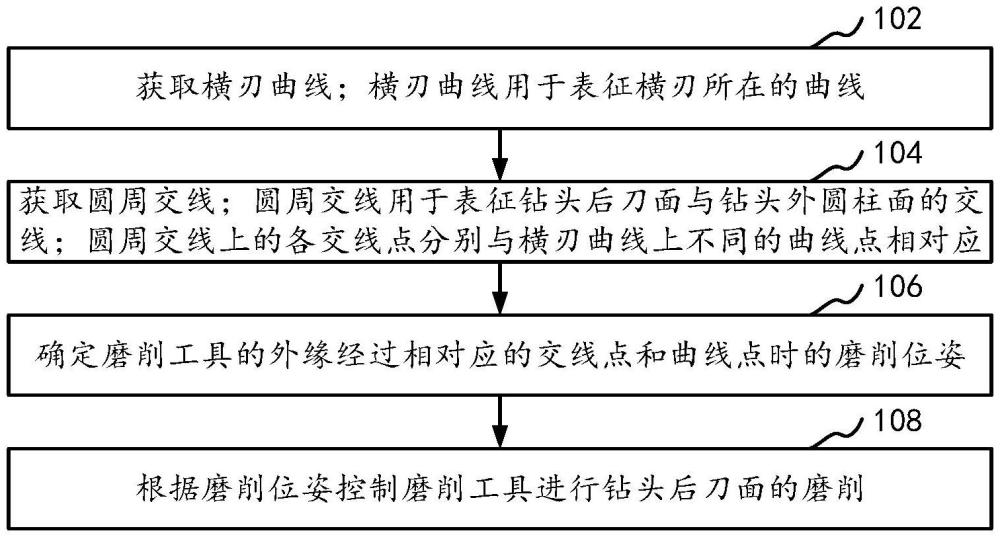
3、获取横刃曲线;所述横刃曲线用于表征横刃所在的曲线;
4、获取圆周交线;所述圆周交线用于表征钻尖后刀面与钻头外圆柱面的交线;所述圆周交线上的各交线点分别与所述横刃曲线上不同的曲线点相对应;
5、确定磨削工具的外缘经过相对应的交线点和曲线点时的磨削位姿;
6、根据所述磨削位姿控制所述磨削工具进行所述钻尖后刀面的磨削。
7、第二方面,本申请还提供了一种钻尖后刀面磨削装置,包括:
8、第一获取模块,用于获取横刃曲线;所述横刃曲线用于表征横刃所在的曲线;
9、第二获取模块,用于获取圆周交线;所述圆周交线用于表征钻尖后刀面与钻头外圆柱面的交线;所述圆周交线上的各交线点分别与所述横刃曲线上不同的曲线点相对应;
10、确定模块,用于确定磨削工具的外缘经过相对应的交线点和曲线点时的磨削位姿;
11、磨削模块,用于根据所述磨削位姿控制所述磨削工具进行所述钻尖后刀面的磨削。
12、第三方面,本申请还提供了一种电子设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现上述的方法中的步骤。
13、第四方面,本申请还提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述的方法中的步骤。
14、第五方面,本申请还提供了一种计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现上述的方法中步骤。
15、上述钻尖后刀面磨削方法、装置、电子设备、存储介质和计算机程序产品,通过获取横刃曲线;横刃曲线用于表征横刃所在的曲线;获取圆周交线;圆周交线用于表征钻尖后刀面与钻头外圆柱面的交线;圆周交线上的各交线点分别与横刃曲线上不同的曲线点相对应,能够保证一组相对应的交线点和曲线点与另一组相对应的交线点和曲线点之间不存在重叠的交线点或曲线点,避免在某个曲线点或交线点处重复磨削,能够保证磨削效率。进而确定磨削工具的外缘经过相对应的交线点和曲线点时的磨削位姿,磨削位姿下的磨削工具能够保证在钻头上同时磨削出横刃曲线和圆周交线,而横刃曲线与圆周交线之间的区域就是钻尖后刀面所在区域,因此,根据磨削位姿控制磨削工具自动地进行钻尖后刀面的磨削,相比人工手动磨削的方式,能够提高钻尖后刀面的磨削效率。
技术特征:
1.一种钻尖后刀面磨削方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述横刃曲线包括横刃圆弧;所述获取横刃曲线,包括:
3.根据权利要求1所述的方法,其特征在于,所述曲线点包括横刃曲线起点;所述交线点包括圆周交线起点;所述获取圆周交线,包括:
4.根据权利要求3所述的方法,其特征在于,所述根据钻头外圆柱面与所述第二位姿下的磨削工具的外缘的交点确定圆周交线起点,包括:
5.根据权利要求4所述的方法,其特征在于,所述横刃曲线起点与所述圆周交线起点相对应;所述磨削位姿包括进刀位姿;所述确定磨削工具的外缘经过相对应的交线点和曲线点时的磨削位姿,包括:
6.根据权利要求1所述的方法,其特征在于,所述方法还包括:
7.根据权利要求1至6任一项所述的方法,其特征在于,所述交线点包括交线中间点;所述曲线点包括曲线中间点;所述磨削位姿包括加工位姿;所述确定磨削工具的外缘经过相对应的交线点和曲线点时的磨削位姿,包括:
8.一种钻尖后刀面磨削装置,其特征在于,所述装置包括:
9.一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1至7中任一项所述的方法的步骤。
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现权利要求1至7中任一项所述的方法的步骤。
技术总结
本申请涉及一种钻尖后刀面磨削方法、装置、电子设备和存储介质。方法包括:获取横刃曲线;横刃曲线用于表征横刃所在的曲线;获取圆周交线;圆周交线用于表征钻尖后刀面与钻头外圆柱面的交线;圆周交线上的各交线点分别与横刃曲线上不同的曲线点相对应;确定磨削工具的外缘经过相对应的交线点和曲线点时的磨削位姿;根据磨削位姿控制磨削工具进行钻尖后刀面的磨削。采用本方法能够提高钻尖后刀面的磨削效率。
技术研发人员:请求不公布姓名,请求不公布姓名,请求不公布姓名,请求不公布姓名,请求不公布姓名,请求不公布姓名,请求不公布姓名
受保护的技术使用者:深圳数马电子技术有限公司
技术研发日:
技术公布日:2024/12/19
- 还没有人留言评论。精彩留言会获得点赞!