一种半导体晶圆倒角砂轮修整用整形片及其制备方法与流程
本发明涉及树脂打磨材料,具体涉及一种半导体晶圆倒角砂轮修整用整形片及其制备方法。
背景技术:
1、目前晶圆倒角加工工序包括:倒角粗磨加工-倒角精磨加工,其中倒角精磨加工是使用树脂结合剂砂轮进行处理,该种砂轮材质较软,易出现磨损,磨损后其槽形发生变化,无法使用,因此需要频繁更换该砂轮,加工效率低下且因该砂轮价格较高也不经济。
2、树脂结合剂砂轮直接更换成本较高,且也会造成较大的浪费,所以,所以现阶段可以通过一定的打磨材料来修整变形树脂结合剂砂轮的槽形,使其能够继续进行晶圆倒角加工,这样能够有效减少树脂结合剂砂轮的更换频次,但是对于树脂结合剂砂轮的槽形打磨时若材料过于坚硬可能会造成砂轮打磨出现裂纹,若待料过于柔软则容易造成打磨不彻底,影响后续晶圆倒角加工的效果,所以选择树脂相关材料,设置一定的研磨料是一种切实可行的方向。
技术实现思路
1、针对现有技术不足,本发明提供一种半导体晶圆倒角砂轮修整用整形片及其制备方法,通过树脂结合各种磨料保证材料对树脂结合剂砂轮的修整效果,并且保证最终打磨的精细度,增加砂轮的使用寿命。
2、为实现以上目的,本发明的技术方案通过以下技术方案予以实现:
3、一种半导体晶圆倒角砂轮修整用整形片,所述整形片由树脂复合研磨材料制成,其树脂复合研磨材料由以下重量份物质组成:复合树脂20-35份、湿润剂0.5-3份、辅料10-16份、改性刚玉2-6份、分级粒径磨料30-40份;所述改性刚玉为将粒径在1-3mm的刚玉颗粒混合酸洗后的莫来石颗粒进行煅烧后粉碎制得;所述分级粒径磨料中粒径在10-30μm的颗粒占总量的15%-25%,粒径在30-60μm的颗粒占总量的40%-50%,剩余颗粒的粒径在60-150μm。
4、优选的,所述复合树脂为聚酰亚胺树脂、酚醛树脂、环氧树脂质量比3-5∶4-6∶1-2。
5、优选的,所述湿润剂为水玻璃、液体酚醛树脂、甲酚、糊精液中任意一种或多种混合。
6、优选的,所述辅料为氧化铬、硫化锌、氧化铁、氟化钙中任意一种或多种混合。
7、优选的,所述分级粒径磨料为金刚石、立方氮化硼、碳化硅按照质量比6-8∶2-4∶1-3混合得到。
8、优选的,所述改性刚玉的制备方法包括以下步骤:
9、s1、将粒径在10-30mm的莫来石颗粒采用和13%的氢氟酸酸洗处理10-20min,后过滤再采用清水反复冲洗2-3次,再干燥得酸洗莫来石颗粒备用;
10、s2、按照质量比1-3∶1将粒径在1-3mm的刚玉粉末与酸洗莫来石颗粒备一起加入清水中,超声均质,后抽滤,再置于1300-1350℃温度下烧结处理15-30min后取出,研磨粉碎过120目筛,得改性刚玉。
11、半导体晶圆倒角砂轮修整用整形片的制备方法包括以下步骤:
12、(1)将树脂结合剂、湿润剂、辅料、改性刚玉、分级粒径磨料通过三维混料机混合均匀得到混合物料备用;
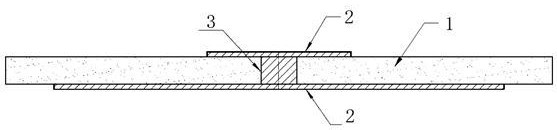
13、(2)将混合物料装入模具中,通过热压机压制成型,再通过烘箱固化得到中间有圆孔的圆片状半成品1;
14、(3)将上述半成品1两面贴膜,并中间圆孔采用树脂/塑料填充固定,得半成品2备用;
15、(4)将上述半成品2进行振动时效处理,得成品整形片。
16、优选的,所述步骤(2)中热压机压制成型的温度为150-250℃,压力为300kn-1500kn,保压时间为20min-60min,且烘箱固化的温度为150-250℃,固化时间为10-30h。
17、优选的,所述半成品1的外径为290-310mm、190-210mm、140-160mm三种规格,内径为10-50mm,厚度为0.9-1.4mm。
18、优选的,所述步骤(3)中半成品1两面贴膜时一面的膜为圆形膜,直径为250-300mm,厚度为0.04-0.1mm;另一面的膜为圆形膜或正多边形膜,为圆形膜时直径为30-100mm,厚度为0.04-0.1mm,为正多边形膜时正多边形膜的对角线长度为30-100mm,厚度为0.04-0.1mm。
19、本发明提供一种半导体晶圆倒角砂轮修整用整形片及其制备方法,与现有技术相比优点在于:
20、本发明采用复合树脂材料复配分级粒径的磨料和改性处理的刚玉,有效保证材料加工后对树脂结合剂砂轮的打磨效果,在保证有效打磨的基础上通过复合树脂材料制备成修整片可以直接安装在产线上,通过倒角粗磨砂轮对整形片边缘进行加工,使整形片边缘出现与树脂结合剂砂轮槽形互补的形状,然后对变形的树脂结合剂砂轮进行打磨修整,使得树脂结合剂砂轮能够继续进行半导体晶圆倒角精细加工,有效延长了树脂结合剂砂轮的使用寿命,并且保证半导体晶圆倒角加工的稳定性,减少更换造成的人力物力损耗。
技术特征:
1.一种半导体晶圆倒角砂轮修整用整形片,其特征在于,所述整形片由树脂复合研磨材料制成,其树脂复合研磨材料由以下重量份物质组成:复合树脂20-35份、湿润剂0.5-3份、辅料10-16份、改性刚玉2-6份、分级粒径磨料30-40份;
2.根据权利要求1所述的一种半导体晶圆倒角砂轮修整用整形片,其特征在于:所述复合树脂为聚酰亚胺树脂、酚醛树脂、环氧树脂质量比3-5∶4-6∶1-2。
3.根据权利要求1所述的一种半导体晶圆倒角砂轮修整用整形片,其特征在于:所述湿润剂为水玻璃、液体酚醛树脂、甲酚、糊精液中任意一种或多种混合。
4.根据权利要求1所述的一种半导体晶圆倒角砂轮修整用整形片,其特征在于:所述辅料为氧化铬、硫化锌、氧化铁、氟化钙中任意一种或多种混合。
5.根据权利要求1所述的一种半导体晶圆倒角砂轮修整用整形片,其特征在于:所述分级粒径磨料为金刚石、立方氮化硼、碳化硅按照质量比6-8∶2-4∶1-3混合得到。
6.根据权利要求1所述的一种半导体晶圆倒角砂轮修整用整形片,其特征在于,所述改性刚玉的制备方法包括以下步骤:
7.一种如权利要求1-6任意所述整形片的制备方法,其特征在于,所述制备方法包括以下步骤:
8.根据权利要求7所述的制备方法,其特征在于:所述步骤(2)中热压机压制成型的温度为150-250℃,压力为300kn-1500kn,保压时间为20min-60min,且烘箱固化的温度为150-250℃,固化时间为10-30h。
9.根据权利要求7所述的制备方法,其特征在于:所述半成品1的外径为290-310mm、190-210mm、140-160mm三种规格,内径为10-50mm,厚度为0.9-1.4mm。
10.根据权利要求7所述的制备方法,其特征在于:所述步骤(3)中半成品1两面贴膜时一面的膜为圆形膜,直径为250-300mm,厚度为0.04-0.1mm;另一面的膜为圆形膜或正多边形膜,为圆形膜时直径为30-100mm,厚度为0.04-0.1mm,为正多边形膜时正多边形膜的对角线长度为30-100mm,厚度为0.04-0.1mm。
技术总结
本发明提供一种半导体晶圆倒角砂轮修整用整形片及其制备方法,涉及树脂打磨材料技术领域。所述半导体晶圆倒角砂轮修整用整形片由树脂复合研磨材料制成,且树脂复合研磨材料由复合树脂、湿润剂、辅料、改性刚玉、分级粒径磨料混合制备,其中改性刚玉为将粒径在1‑3mm的刚玉颗粒混合酸洗后的莫来石颗粒进行煅烧后粉碎制得。本发明克服了现有技术的不足,通过树脂结合各种磨料保证材料对树脂结合剂砂轮的修整效果,并且保证最终打磨的精细度,增加砂轮的使用寿命。
技术研发人员:蔡金豪,马尧,李涛
受保护的技术使用者:杭州芯研科半导体材料有限公司
技术研发日:
技术公布日:2024/12/2
- 还没有人留言评论。精彩留言会获得点赞!