一种人体植入钼铼合金材料及其制备方法与流程
本发明属于医疗材料领域,涉及一种外科植入材料,具体涉及一种人体植入钼铼合金材料。本发明还涉及该钼铼合金材料的制备方法。
背景技术:
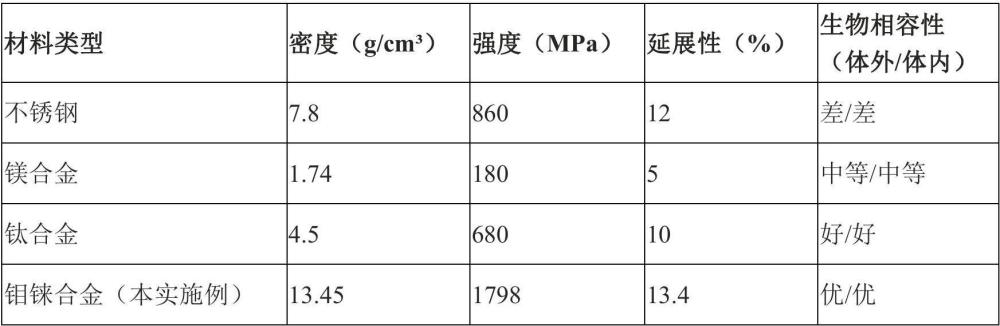
1、在外科植入材料领域,广泛应用的不锈钢、镁合金和钛合金等材料各有优缺点。不锈钢:强度较低,导致植入物尺寸较大,增加病人痛苦,不适合长时间使用,并且富含对人体有害的ni和cr元素,生物相容性差,容易引起过敏和炎症反应,且不能进行核磁共振检查。镁合金:强度低,存在不均匀腐蚀问题,密度低,在病人造影时边缘模糊。此外,镁合金的腐蚀产物可能对周围组织产生负面影响。钛合金:生物相容性好,人体排异反应少,抗腐蚀性好,但强度仍不足,密度低,病人造影时边缘模糊。而且,钛合金在某些情况下可能表现出较高的弹性模量,与骨骼的弹性模量不匹配,可能导致应力屏蔽效应。
2、现有研究也在尝试通过添加其它元素或改变材料结构来改进这些材料的性能,但往往在提升一种性能的同时,牺牲了其它方面的优点,仍然无法彻底解决所有问题。例如,某些研究尝试在钛合金中加入稀土元素以提高其强度和耐腐蚀性,但这些改进往往会导致材料成本显著增加,并可能引入其他不利的生物相容性问题。
技术实现思路
1、为了解决上述问题,本发明提供了一种人体植入材料-钼铼合金,其生物相容性好,与人体生物组织融合良好,几乎没有排异反应或过敏反应。材料经过纤维强化,晶粒长宽比大于4,强度高,耐久性和延展性优良,能够以更小尺寸满足植入物的力学要求。材料密度高,完全无磁性,对x射线吸收效果好,能兼容核磁共振和ct检查。
2、为达到以上目的,本发明采用的技术方案为:一种人体植入钼铼合金材料,以质量百分比计,铼含量为45~50%,其余成分为钼;材料经过纤维强化,其抗拉强度≥1300mpa;材料经过压力加工,密度≥13.15g/cm3。
3、本发明还提供了一种人体植入钼铼合金材料制备方法,包含2种粉末冶金和真空电子束熔炼制备方法。
4、1、粉末冶金方法一,具体包含以下步骤:
5、s1:按所述重量配比配制钼铼混合粉末,使用设备为v型混合器;
6、s2:对钼铼混合粉末进行压制,获得压坯,使用设备为冷等静压机或压力机;
7、s3:压坯在氢气或真空气氛中以2000℃~2350℃的温度中烧结,获得钼铼合金坯料,使用设备为中频感应烧结电炉;
8、s4:将钼铼合金金属坯料进行挤压、锻造、拉拔或轧制,变形率≥65%,使用设备为挤压机、拉拔机、锻造机、轧机;
9、s5:机械加工并清洁消毒,即可获得人体植入钼铼合金材料。
10、2、粉末冶金方法二,具体包含以下步骤:
11、s1:按所述重量配比配制钼铼混合粉末;
12、s2: 对钼铼混合粉末进行热压(或热等静压),获得坯料;
13、s3: 压坯在氢气或真空气氛中以2000℃~2350℃以上的温度中加热,使钼铼合金化;
14、s4: 将钼铼合金金属坯料进行挤压、锻造、拉拔或轧制;
15、s5:将材料进行机械加工并清洁消毒,即可获得人体植入钼铼合金材料。
16、3、真空电子束熔炼方法,具体包含以下步骤:
17、s1:按所述重量配比配制钼铼混合粉末;
18、s2:对钼铼混合粉末进行压制,获得压坯,使用设备为v型混合器;
19、s3:压坯在氢气或真空气氛中以2000℃~2350℃的温度中烧结,获得钼铼合金坯料,使用设备为中频感应烧结电炉;
20、s4:进行真空电子束熔炼,获得钼铼合金铸锭,使用设备为真空电子束熔炼炉;
21、s5:将钼铼合金金属坯料进行挤压、锻造、拉拔或轧制,变形率≥65%,使用设备为挤压机、拉拔机、锻造机、轧机;
22、s6:机械加工并清洁消毒,即可获得人体植入钼铼合金材料。
23、本发明的有益效果:
24、钼与铼两种元素的生物相容性好,钼对生物生长有益,所以人体几乎不会与钼铼合金产生人体排异反应。铼具有铼效应,可以提高钼元素的强度和塑性,提高材料抗疲劳性,使材料能够承受更大的力。钼铼合金密度远高于不锈钢(7.8g/cm3)、钛合金(4.5g/cm3)、镁合金)1.74g/cm3)等材料,且不具有导磁性,不会对造影构成影响,极为方便手术。
25、1、本发明的材料生物相容性好,能够与人体生物组织很好融合,几乎没有人体排异性问题或过敏反应。
26、2、本发明的材料强度高,其耐久性和延展性好,相较其他材料能够以更小尺寸就能满足植入物的力学要求。
27、3、本发明的材料密度高,完全无磁性,对x射线吸收效果好,能兼容核磁共振和ct检查。
技术特征:
1.一种人体植入钼铼合金材料,其特征在于铼含量为45~50%,其余成分为钼及不可避免的杂质。
2.根据权利1所述的一种人体植入钼铼合金材料,其特征在于,所述的钼铼合金材料需要经过晶粒纤维强化,其晶粒长宽比≥3。
3.根据权利1所述的一种人体植入钼铼合金材料,其特征在于,所述的钼铼合金材料需要经过压力加工,压力加工总变形率≥65%,材料密度≥13.15g/cm3。
4.根据权利1所述的一种人体植入钼铼合金材料,其特征在于,所述的钼铼合金材料的强度≥1200mpa,常温下延伸率≥10%。
5.根据权利1所述一种人体植入钼铼合金材料的制备方法,其特征在于,所述制备方法包含且不限于粉末冶金方法或真空电子束熔炼。
6.根据权利5所述一种人体植入钼铼合金材料的制备方法,其特征在于,所述钼铼合金材料制备方法为粉末冶金方法时,其制备包含且不限于如下步骤:
7.根据权利6所述一种人体植入钼铼合金材料的制备方法,其特征在于,所述粉末冶金制备方法还可以采用如下步骤:
8.根据权利5所述一种人体植入钼铼合金材料的制备方法,其特征在于,所述钼铼合金材料制备方法为真空电子束熔炼时,其制备包含如下步骤:
技术总结
本发明涉及一种人体植入钼铼合金材料及其制备方法,旨在提供一种具有高强度、高密度和良好生物相容性的植入材料。材料由45%~50%的铼和钼及不可避免的杂质组成,经过纤维强化和压力加工,抗拉强度≥1300MPa,密度≥13.15g/cm³。制备方法包括粉末冶金和真空电子束熔炼两种工艺,通过挤压、锻造、拉拔或轧制实现变形率≥65%。实验结果显示,该材料体外细胞存活率高于90%,体内无明显炎症反应,纤维包裹薄,组织再生良好。与现有不锈钢、镁合金和钛合金相比,本发明的钼铼合金材料在强度、延展性和生物相容性方面均表现出显著优势,适用于外科植入应用。
技术研发人员:张扬英,钟玉
受保护的技术使用者:诸暨弘德新材料有限公司
技术研发日:
技术公布日:2025/2/10
- 还没有人留言评论。精彩留言会获得点赞!