一种锅炉水冷管陶瓷颗粒强化高温合金耐磨涂层的制备方法
本发明属于热喷涂和表面工程,具体涉及到一种锅炉水冷管陶瓷颗粒强化高温合金耐磨涂层的制备方法。
背景技术:
1、水冷管作为锅炉内的重要管道,长期工作在高温、高压、烟气腐蚀与冲蚀的恶劣环境中,高速气流携带固体物料于炉膛内循环燃烧使水冷管极易受到严重的飞灰磨损。因管壁减薄造成的泄漏或爆管不仅严重干扰锅炉正常运行更造成了巨大的生产安全隐患,据统计每年都有约一半的事故停炉归因于此,水冷管失效已然成为锅炉安全运行中迫切需要解决的技术难题。
2、目前加装防磨挡板和沉积耐磨涂层是保护水冷管的主要方法。例如,公告号为cn111690928 b的发明专利,公开了“一种锅炉水冷壁管排高效低稀释率涂层制备方法”,其通过三种激光协同熔覆制备水冷管耐磨涂层,虽然通过该方法制备的涂层结合力强,基体稀释率低,但该方法工序复杂,对激光束输出精度和稳定性要求高不利于大规模产业化生产。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述和/或现有技术中对锅炉水冷管高温合金的耐磨涂层制备时存在的问题,提出了本发明。
3、因此,本发明的目的是,克服现有技术中的不足,提供一种锅炉水冷管陶瓷颗粒强化高温合金耐磨涂层的制备方法,其制备工序简单,实现高温合金耐磨涂层的可控沉积,增强了耐磨涂层和水冷管外壁的结合力,显著提高了锅炉水冷管的耐磨性。
4、为解决上述技术问题,本发明提供了如下技术方案:一种锅炉水冷管陶瓷颗粒强化高温合金耐磨涂层的制备方法,包括以下步骤,
5、对基体进行粗化处理;
6、将准备好的nicr粉末与zrb2粉末进行高能球磨混合,处理后进行干燥,得到干燥好的nicr基复合粉末;
7、采用大气等离子喷涂nicr基复合粉末,在粗化处理的基体表面沉积厚度200~300μm的复合涂层;
8、对复合涂层进行重熔处理,在基体表面形成重熔涂层;
9、其中,基体为304不锈钢,nicr粉末与zrb2粉末的成分配比分别为80~99 wt%nicr和1~20 wt%。
10、作为本发明所述制备方法的一种优选方案,其中:粗化处理的具体步骤为,
11、采用无水乙醇对基体杂质进行超声清洗,完成后烘干处理并喷砂,制得喷砂粗化处理的基体。
12、作为本发明所述制备方法的一种优选方案,其中:所述喷砂粗化处理选用粒度为24目的棕刚玉砂,喷砂压力为0.6 mpa,喷砂角度为60°,粗化后的基体粗糙度控制在2~8 μm。
13、作为本发明所述制备方法的一种优选方案,其中:球磨时采用行星球磨方式,磨球和粉末的质量比为1:1,采用三种不同直径大小的磨球,直径从大到小的三种磨球数量比为2:5:3,转速为600 r/min,单次运转后停留时间为10 min,球磨总时长为8 h,球磨过程中匀速加入bf-300粘结剂。
14、作为本发明所述制备方法的一种优选方案,其中:所述nicr粉末颗粒平均尺寸在45~80 μm,zrb2粉末颗粒平均尺寸在0.7~1 μm。
15、作为本发明所述制备方法的一种优选方案,其中:所述干燥温度为80℃,干燥时间为6~8 h。
16、作为本发明所述制备方法的一种优选方案,其中:所述大气等离子喷涂的参数为,电流500 a,ar气流量为40 l/min,h2流量为6 l/min,送粉速率为2 g/min,喷涂距离为100mm,喷枪移动速率为200 mm/min,喷涂过程中利用压缩空气对不锈钢基体进行冷却。
17、作为本发明所述制备方法的一种优选方案,其中:还包括以下步骤,将大气等离子喷涂后的涂层置于温度场辅助加热平台上,将加热温度设置为300℃并在此温度下对涂层进行激光重熔处理。
18、作为本发明所述制备方法的一种优选方案,其中:在激光重熔过程中对不锈钢基体施加频率为20 khz的振动,振幅为5 μm。
19、作为本发明所述制备方法的一种优选方案,其中:激光重熔处理时,激光功率为500~900 w,扫描速度为1000 mm/min,搭接率40%,重熔过程中通入流速6 l/min的ar气作为保护气体,重熔后的涂层随加热平台一起缓慢冷却至室温。
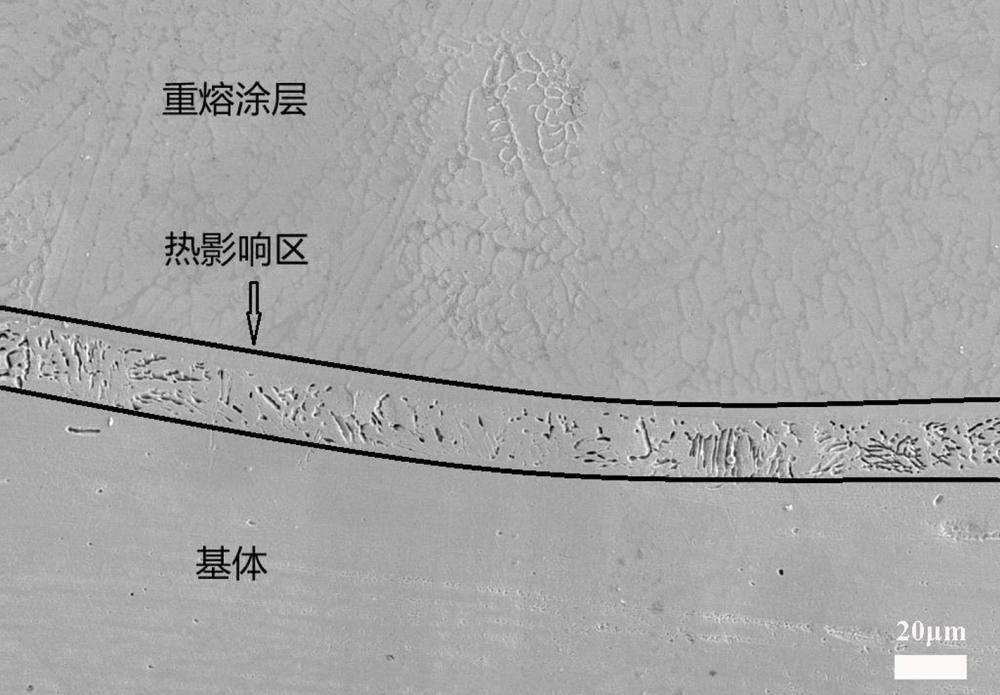
20、本发明与现有技术相比,具有以下技术效果:制备简单,引入硬质硼化物替代传统耐磨涂层中碳化物作为添加相,成功减少了涂层沉积过程中生成的氧化物杂质的含量,协同高能激光束的重熔作用,所制备的涂层组织细化,结构致密,孔隙率低(0.65%),观察截面sem图片发现激光重熔有效修复了大气等离子喷涂过程中留下的孔隙与裂纹,涂层与基体间由机械结合转变为冶金结合;使用本发明显著提高了涂层的耐磨性,实现了高性能陶瓷颗粒强化高温合金耐磨涂层的可控沉积。
技术特征:
1.一种锅炉水冷管陶瓷颗粒强化高温合金耐磨涂层的制备方法,其特征在
2.如权利要求1所述的制备方法,其特征在于:粗化处理的具体步骤为,
3.如权利要求2所述的制备方法,其特征在于:所述喷砂粗化处理选用粒度为24目的棕刚玉砂,喷砂压力为0.6 mpa,喷砂角度为60°,粗化后的基体粗糙度控制在2~8 μm。
4.如权利要求1~3任一项所述的制备方法,其特征在于:球磨时采用行星球磨方式,磨球和粉末的质量比为1:1,采用三种不同直径大小的磨球,直径从大到小的三种磨球数量比为2:5:3,转速为600 r/min,单次运转后停留时间为10 min,球磨总时长为8 h,球磨过程中匀速加入bf-300粘结剂。
5.如权利要求1~3任一项所述的制备方法,其特征在于:所述nicr粉末颗粒平均尺寸在45~80 μm,zrb2粉末颗粒平均尺寸在0.7~1 μm。
6.如权利要求1~3任一项所述的制备方法,其特征在于:所述干燥温度为80℃,干燥时间不低于6 h。
7.如权利要求1~3任一项所述的制备方法,其特征在于:所述大气等离子喷涂的参数为,电流500 a,ar气流量为40 l/min,h2流量为6 l/min,送粉速率为2 g/min,喷涂距离为100 mm,喷枪移动速率为200 mm/min,喷涂过程中利用压缩空气对不锈钢基体进行冷却。
8.如权利要求1~3任一项所述制备方法,其特征在于:还包括以下步骤,将大气等离子喷涂后的涂层置于温度场辅助加热平台上,将加热温度设置为300℃并在此温度下对涂层进行激光重熔处理。
9.如权利要求8所述制备方法,其特征在于:在激光重熔过程中对不锈钢基体施加频率为20 khz的振动,振幅为5 μm。
10.如权利要求9所述制备方法,其特征在于:激光重熔处理时,激光功率为500~900w,扫描速度为1000 mm/min,搭接率40%,重熔过程中通入流速6 l/min的ar气作为保护气体,重熔后的涂层随加热平台一起缓慢冷却至室温。
技术总结
本发明公开了一种锅炉水冷管陶瓷颗粒强化高温合金耐磨涂层的制备方法,包括以下步骤:对基体进行粗化处理;将准备好的NiCr粉末与ZrB<subgt;2</subgt;粉末进行高能球磨混合,处理后进行干燥,得到干燥好的NiCr基复合粉末;采用大气等离子喷涂NiCr基复合粉末,在粗化处理的基体表面沉积厚度200~300μm的复合涂层;对复合涂层进行重熔处理,在基体表面形成重熔涂层;其中,基体为304不锈钢,NiCr粉末与ZrB<subgt;2</subgt;粉末的成分配比分别为80~99wt%NiCr和1~20wt%;使用本发明显著提高了涂层的耐磨性,实现了高性能陶瓷颗粒强化高温合金耐磨涂层的可控沉积。
技术研发人员:张超,聂旭东,徐金勇,闫萌
受保护的技术使用者:扬州大学
技术研发日:
技术公布日:2025/2/10
- 还没有人留言评论。精彩留言会获得点赞!