一种具有谐波异质结构的钛合金制件及其制备方法和应用与流程
本发明属于金属加工和制造,涉及钛合金材料加工,具体涉及一种具有谐波异质结构的钛合金制件及其制备方法和应用。
背景技术:
1、钛合金作为重要的金属结构材料,凭借其高强度、高比强度、低密度以及卓越的耐腐蚀性等独特优势,在国防、航空、航天、高端汽车和潜水艇等众多关键领域彰显出广泛的应用潜力。然而,钛合金也并非毫无瑕疵,与传统均匀结构材料类似,提升钛合金强度时通常会导致塑韧性下降,难以实现高强度与高塑性的兼得。
2、近年来,随着材料科学的不断发展,异质结构材料,尤其是具有谐波结构的材料逐渐成为研究热点。谐波结构即材料内部元素和组织分布呈现特定周期性变化的特征,经证实能够显著提升材料的强度和塑韧性。因此,如何通过先进的制备工艺成功制备出具有优异性能的谐波钛合金,从而解决钛合金在特定应用中的难题,显得至关重要。
技术实现思路
1、本发明的目的在于克服上述现有技术的缺点,提供一种具有谐波异质结构的钛合金制件及其制备方法和应用,旨在通过优化粉末分布和热等静压工艺,实现钛合金性能的全面提升。
2、为实现上述目的,本发明提供了如下技术方案:
3、第一方面,本发明提供了一种具有谐波异质结构的钛合金制件的制备方法,具体包括以下步骤:
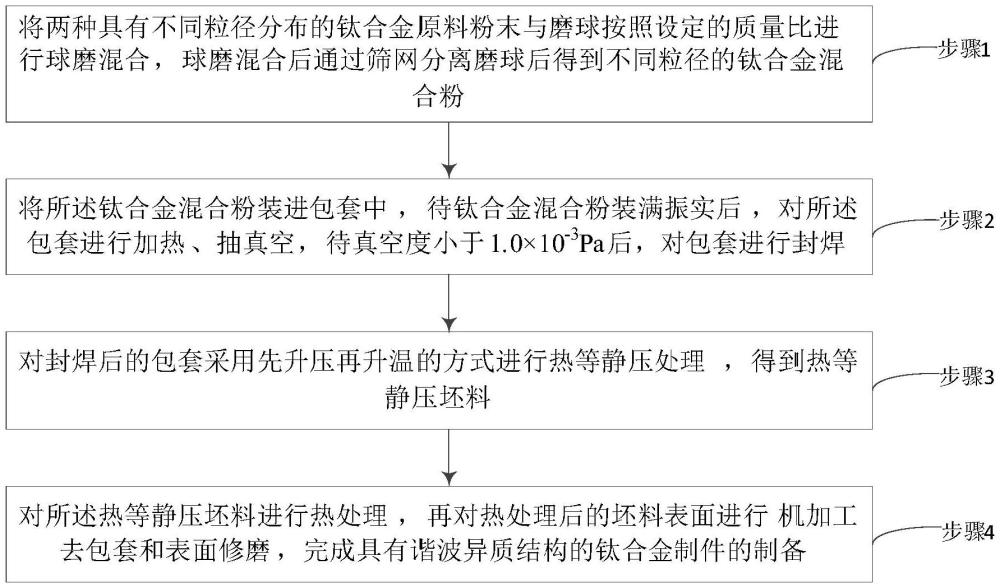
4、步骤1、将两种具有不同粒径分布的钛合金原料粉末与磨球按照设定的质量比进行球磨混合,球磨混合后通过筛网分离磨球后得到不同粒径的钛合金混合粉;
5、步骤2、将所述钛合金混合粉装进包套中,待钛合金混合粉装满振实后,对所述包套进行加热、抽真空,待真空度小于1.0×10-3pa后,对包套进行封焊;
6、步骤3、对封焊后的包套采用先升压再升温的方式进行热等静压处理,得到热等静压坯料;
7、步骤4、对所述热等静压坯料进行热处理,再对热处理后的坯料表面进行机加工去包套和表面修磨,完成具有谐波异质结构的钛合金制件的制备。
8、具体地,步骤1中,所述钛合金原料粉末采用等离子旋转电极法制得;其中,所述钛合金原料粉末包括细粉和粗粉,且所述细粉和粗粉的质量比为1:(0.5~2);所述细粉的粉末粒度d50=40μm~53μm,所述粗粉的粉末粒度d50=150μm~170μm。
9、具体地,步骤1中,所述磨球与钛合金原料粉末的质量比为3:1~10:1。
10、具体地,所述磨球由粒径为3mm~5mm、5mm~8mm、8mm~10mm的不锈钢球按(4~5):(1~2):(1~2)的质量比共同组成。
11、具体地,步骤1中,球磨混合所用球磨机的转速为100r/min~300r/min。
12、具体地,步骤2中,采用电子束封焊工艺对包套进行封焊;所述电子束封焊工艺中,焊接电流为50ma~100ma,焊接速度为120°/min~300°/min,焊接次数为2次~4次。
13、具体地,步骤3中,所述热等静压处理的具体过程如下:
14、首先,在30min~45min内将压力升至80mpa~100mpa后保压,同时以9℃/min~11℃/min的速率将温度升至700℃~800℃后保温30min~60min;
15、然后,在10min~15min内将压力升至150mpa~180mpa后保压,再以11℃/min~15℃/min的速率将温度升至900℃~1000℃后保温1h~6h。
16、具体地,步骤4中,所述热处理的具体过程为:先将所述热等静压坯料在900℃~950℃的温度下保温1h~3h,随后空冷至室温;再将所述热等静压坯料件以5k/min~9k/min的升温速率加热至500℃~600℃,并保温3h~6h后,最后空冷至室温。
17、第二方面,本发明还提供了一种通过如上部分或全部所述制备方法制得的钛合金制件,所述钛合金制件具有等轴α相包围片层α相的谐波结构,所制备的钛合金具有更优异的强韧性匹配。
18、此外,本发明还提供了一种基于如上部分或全部所述制备方法在制备tc21钛合金制件中的应用,制得的tc21钛合金制件的抗拉强度rm为1186mpa~1294mpa、断裂韧性kic为56.4mpa·m1/2~66.3mpa·m1/2。
19、与现有技术相比,本发明提供的技术方案包括以下有益效果:
20、1)采用球磨的方式对钛合金原料粉末进行预处理,即通过球磨在钛合金原料粉末的表层增加预变形量,提高钛合金原料粉末表面的畸变能,从而在热等静压变形过程中,使钛合金混合粉表面再结晶后形成晶粒尺寸更小且分布也更均匀的等轴α相;
21、2)通过调整细粉和粗粉的质量比改变钛合金混合粉的振实密度,从而改变热等静压过程中钛合金混合粉颗粒的变形量,进而调控等轴α相的体积分数,达到调控钛合金制件力学性能的目的;
22、3)采用“先升压再升温”的方式进行热等静压处理,“先升压”有利于提高钛合金制件的形状稳定性和变形的均匀性,确保不同位置粉末变形量的一致性;
23、总体而言,本发明提供的这种制备方法,相较于传统的钛合金锻造工艺相比,能够制得具有等轴α相包围片层α相谐波结构的钛合金制件,该结构有利于实现异质变形诱导强化,提高塑性,实现了强度与塑性的协同提升。本发明所涉制备方法的成功研制,将为钛合金在更广泛领域的安全服役和拓展应用提供有力支撑,具有重要的社会意义和经济价值。
技术特征:
1.一种具有谐波异质结构的钛合金制件的制备方法,其特征在于,具体包括以下步骤:
2.根据权利要求1所述具有谐波异质结构的钛合金制件的制备方法,其特征在于,步骤1中,所述钛合金原料粉末采用等离子旋转电极法制得;其中,所述钛合金原料粉末包括细粉和粗粉,且所述细粉和粗粉的质量比为1:(0.5~2);所述细粉的粉末粒度d50=40μm~53μm,所述粗粉的粉末粒度d50=150μm~170μm。
3.根据权利要求1所述具有谐波异质结构的钛合金制件的制备方法,其特征在于,步骤1中,所述磨球与钛合金原料粉末的质量比为3:1~10:1。
4.根据权利要求3所述具有谐波异质结构的钛合金制件的制备方法,其特征在于,所述磨球由粒径为3mm~5mm、5mm~8mm、8mm~10mm的不锈钢球按(4~5):(1~2):(1~2)的质量比共同组成。
5.根据权利要求1所述具有谐波异质结构的钛合金制件的制备方法,其特征在于,步骤1中,球磨混合所用球磨机的转速为100r/min~300r/min。
6.根据权利要求1所述具有谐波异质结构的钛合金制件的制备方法,其特征在于,步骤2中,采用电子束封焊工艺对包套进行封焊;所述电子束封焊工艺中,焊接电流为50ma~100ma,焊接速度为120°/min~300°/min,焊接次数为2次~4次。
7.根据权利要求1所述具有谐波异质结构的钛合金制件的制备方法,其特征在于,步骤3中,所述热等静压处理的具体过程如下:
8.根据权利要求1所述具有谐波异质结构的钛合金制件的制备方法,其特征在于,步骤4中,所述热处理的具体过程为:先将所述热等静压坯料在900℃~950℃的温度下保温1h~3h,随后空冷至室温;再将所述热等静压坯料件以5k/min~9k/min的升温速率加热至500℃~600℃,并保温3h~6h后,最后空冷至室温。
9.一种具有谐波异质结构的钛合金制件,其特征在于,通过权利要求1~8任一项所述的制备方法制得,所述钛合金制件具有等轴α相包围片层α相的谐波结构。
10.基于权利要求1~8任一项所述具有谐波异质结构的钛合金制件的制备方法在制备tc21钛合金制件中的应用。
技术总结
本发明属于金属加工和制造技术领域,涉及一种具有谐波异质结构的钛合金制件及其制备方法和应用。该方法包括:步骤1、将两种具有不同粒径分布的钛合金原料粉末与磨球按照设定的质量比进行球磨混合,球磨混合后通过筛网分离磨球后得到不同粒径的钛合金混合粉;步骤2、将所述钛合金混合粉装进包套中,待钛合金混合粉装满振实后,对所述包套进行加热、抽真空,待真空度小于1.0×10<supgt;‑3</supgt;Pa后,对包套进行封焊;步骤3、对封焊后的包套采用先升压再升温的方式进行热等静压处理,得到热等静压坯料;步骤4、对所述热等静压坯料进行热处理,再对热处理后的坯料表面进行机加工去包套和表面修磨,完成具有谐波异质结构的钛合金制件的制备。
技术研发人员:常涛,李少强,左振博,罗成,黄鸣远,瞿宗宏,王庆相,杨国斌,马冬
受保护的技术使用者:西安欧中材料科技股份有限公司
技术研发日:
技术公布日:2025/3/24
- 还没有人留言评论。精彩留言会获得点赞!