一种壁板类零件弦向外形超差的喷丸校形方法与流程
本发明申请属于喷丸成形,具体涉及一种壁板类零件弦向外形超差的喷丸校形方法。
背景技术:
1、机翼壁板作为飞机结构的重要组成部分,其制造质量直接关系到飞机的安全性能和飞行寿命。喷丸成形作为一种先进的飞机钣金特种工艺加工技术,在机翼壁板制造中发挥着关键作用。该技术通过高速喷射的微小弹丸对金属表面进行精确冲击,诱导材料表层发生塑性变形,从而实现复杂形状的精确成形,同时增强材料的强度和疲劳寿命。
2、然而,喷丸成形技术的复杂性不容忽视,其关键在于如何精确控制一系列相互关联的工艺参数,以确保成形过程的稳定性和结果的精确性。这些参数包括但不限于喷丸压力、弹丸尺寸、喷射角度以及喷丸速度。这些参数的选择和调控不仅要求极高的技术精度,该需要考虑材料性能,壁板结构特性及最终成形要求等多方面因素,任何微小的偏差都可能对成形精度造成显著影响。
3、在实际应用中,由于这些工艺参数之间的相互影响和制约关系,往往需要通过大量的试验和优化来确定最佳的参数组合。然而,即使如此,仍难以完全避免因参数设置不当而导致的成形缺陷,如壁板弦向外形超差等问题。通常,针对壁板外形超差这类问题,主要依赖于人工经验对壁板进行多次试错和校正,不仅效率低下、成本高昂,且难以保证成形质量的一致性。此外,由于校正的不精确性,还需要工人进行手工校形,这不仅对工人的技能水平提出了较高要求,还进一步提升了制造成本和不确定性。
4、为了克服这些局限性,有必要开发一种更加精确且高效的校形方法,以实现对壁板弦向外形超差进行精准识别和校正。本发明的提出正是基于这一迫切需求,为壁板弦向外形超差问题提供一种可靠的参数选择方法,提高校形结果的稳定性和精度,还有助于降低制造成本,提高生产效率,推动喷丸成形技术的进一步发展和广泛应用。
技术实现思路
1、本发明申请为解决现有校形方式效率低、精确性低、依赖人工经验等技术问题,提出一种壁板类零件弦向外形超差的喷丸校形方法,实现了对壁板弦向外形超差进行精准识别和校正。
2、为了实现上述发明目的,本申请所采取技术方案如下:
3、一种壁板类零件弦向外形超差的喷丸校形方法,其包括如下步骤:
4、步骤1:划分壁板厚度区;
5、步骤2:测量超差数据,绘制壁板外形超差图表;
6、步骤3:依据超差程度确定喷丸校形区域;
7、步骤4:依据壁板厚度和超差数据确定喷丸校形机床参数;
8、步骤5:对零件非喷丸区进行喷丸前保护;
9、步骤6:机床喷丸校形。
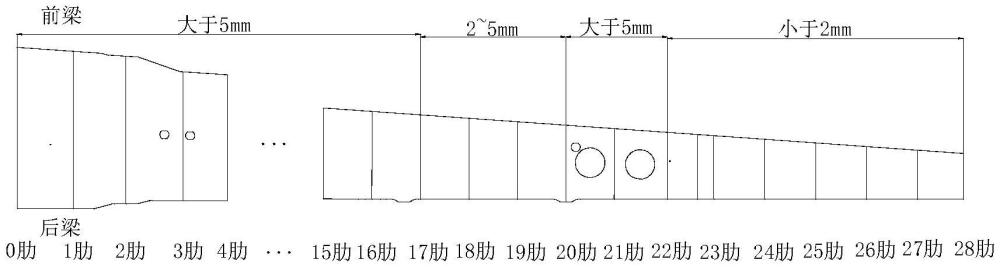
10、作为本发明进一步的方案:所述步骤1具体为:通过对机翼壁板进行几何分析,将壁板按厚度划分为小于2mm厚度区、2~5mm厚度区以及大于5mm厚度区。
11、作为本发明进一步的方案:所述步骤2具体为:将喷丸成形后的弦向外形超差的机翼壁板放置于工装型架上,分别记录每个肋位在轮廓边界处壁板与样板的间隙最大值,以及贴合区域所在的位置,绘制外形超差图表;所述工装型架上每个肋位处均设置有弦向样板,其外形与壁板的理论弦向外形贴合。
12、作为本发明进一步的方案:所述步骤3具体为:通过工装型架确定壁板外形超差的长度范围,即为喷丸校形长度范围,宽度范围为整个壁板宽度,不包括与周围腹板厚度相差2mm以上的的壁板边缘下陷区。
13、作为本发明进一步的方案:在步骤4中,根据壁板厚度与外形间隙超差最大值选择弹丸介质,具体为:
14、当壁板厚度大于5mm时,可使用大尺寸弹丸(校形弹丸种类与弦向喷丸成形种类保持一致);
15、当壁板厚度在2~5mm之间时,弹丸介质依据壁板厚度外形间隙超差最大值确定,当间隙超差最大值大于5cm时,可使用大尺寸弹丸(校形弹丸种类与弦向喷丸成形种类保持一致);当间隙超差最大值大于2cm小于5cm时,可使用小尺寸弹丸(校形弹丸种类与弦向喷丸成形种类保持一致);当间隙超差最大值小于2cm时,使用超声波校形机进行手动喷丸校形;
16、当壁板厚度小于2mm时,使用旋片进行手动喷丸校形,旋片喷丸转速一般为5000~6500r/min。
17、作为本发明进一步的方案:所述大尺寸弹丸喷丸压力选择一般为弦向喷丸成形压力的0.6~0.9倍,所述小尺寸弹丸喷丸压力选择一般为弦向喷丸成形压力的1~1.5倍;机床喷丸速度选择为6~10m/min。
18、作为本发明进一步的方案:所述步骤5具体为:对于不带筋壁板需保护壁板的棱边、厚度小于2mm的薄腹板区以及与周围腹板厚度相差2mm以上的腹板下陷区域,对于带筋壁板需保护立筋顶部,筋根r区、腹板下陷区域以及棱边等区域。
19、作为本发明进一步的方案:所述步骤6具体为:将壁板悬挂装夹至机床夹具上,零件前梁朝上,后梁朝下,注意带筋壁板保持筋条水平,自由状态装夹,不施加预应力,采用既定喷丸参数对校形区域进行反向喷丸校形。
20、与现有技术相比,本申请的有益效果是:
21、1、本发明通过更精确地控制喷丸校形参数,实现对壁板弦向外形的精确校正,减少了因成形精度不足导致的返工和报废,进而降低了生产成本。
22、2、传统方法往往依赖于经验性的调整和多次试错,对操作人员经验要求高。而本发明降低了对人工经验的依赖,减少了因经验不足导致的生产延误和成本增加,提高了生产过程的稳定性和可靠性。
23、3、本发明通过精确识别壁板超差程度和控制喷丸校形参数,减少了因校形参数选择不当导致的多次试错过程,从而缩短了生产周期,提高了生产效率。
24、4、综上所述,本发明具有提高生产效率、提高成形精度、降低对人工经验的依赖等多方面的优势,相较于现有技术显著降低了制造成本。这些优势使得本发明在航空航天制造业中具有广阔的应用前景和市场竞争力。
25、下面结合附图和实施例对本申请进一步说明。
技术特征:
1.一种壁板类零件弦向外形超差的喷丸校形方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种壁板类零件弦向外形超差的喷丸校形方法,其特征在于,所述步骤1具体为:通过对机翼壁板进行几何分析,将壁板按厚度划分为小于2mm厚度区、2~5mm厚度区以及大于5mm厚度区。
3.根据权利要求1所述的一种壁板类零件弦向外形超差的喷丸校形方法,其特征在于,所述步骤2具体为:将喷丸成形后的弦向外形超差的机翼壁板放置于工装型架上,分别记录每个肋位在轮廓边界处壁板与样板的间隙最大值,以及贴合区域所在的位置,绘制外形超差图表;所述工装型架上每个肋位处均设置有弦向样板,其外形与壁板的理论弦向外形贴合。
4.根据权利要求1所述的一种壁板类零件弦向外形超差的喷丸校形方法,其特征在于,所述步骤3具体为:通过工装型架确定壁板外形超差的长度范围,即为喷丸校形长度范围,宽度范围为整个壁板宽度,不包括与周围腹板厚度相差2mm以上的的壁板边缘下陷区。
5.根据权利要求3所述的一种壁板类零件弦向外形超差的喷丸校形方法,其特征在于,在步骤4中,根据壁板厚度与外形间隙超差最大值选择弹丸介质,具体为:
6.根据权利要求5所述的一种壁板类零件弦向外形超差的喷丸校形方法,其特征在于,所述大尺寸弹丸喷丸压力选择一般为弦向喷丸成形压力的0.6~0.9倍,所述小尺寸弹丸喷丸压力选择一般为弦向喷丸成形压力的1~1.5倍;机床喷丸速度选择为6~10m/min。
7.根据权利要求1所述的一种壁板类零件弦向外形超差的喷丸校形方法,其特征在于,所述步骤5具体为:对于不带筋壁板需保护壁板的棱边、厚度小于2mm的薄腹板区以及与周围腹板厚度相差2mm以上的腹板下陷区域,对于带筋壁板需保护立筋顶部,筋根r区、腹板下陷区域以及棱边等区域。
8.根据权利要求1所述的一种壁板类零件弦向外形超差的喷丸校形方法,其特征在于,所述步骤6具体为:将壁板悬挂装夹至机床夹具上,零件前梁朝上,后梁朝下,注意带筋壁板保持筋条水平,自由状态装夹,不施加预应力,采用既定喷丸参数对校形区域进行反向喷丸校形。
技术总结
本发明属于喷丸成形技术领域,公开了一种壁板类零件弦向外形超差的喷丸校形方法,其包括如下步骤:划分壁板厚度区;测量超差数据,绘制壁板外形超差图表;依据超差程度确定喷丸校形区域;依据壁板厚度和超差数据确定喷丸校形机床参数;对零件非喷丸区进行喷丸前保护;机床喷丸校形。解决了现有校形方式效率低、精确性低、依赖人工经验等技术问题。本发明实现了对壁板弦向外形超差进行精准识别和校正。
技术研发人员:霍元泽,王佳文,张争,邹建华,马乐
受保护的技术使用者:中航西安飞机工业集团股份有限公司
技术研发日:
技术公布日:2025/2/17
- 还没有人留言评论。精彩留言会获得点赞!