车载盖板形拱返修方法与流程
本发明涉及车载盖板,特别是涉及一种车载盖板形拱返修方法。
背景技术:
1、随着汽车工业的快速发展,车辆的结构设计和制造工艺日益复杂,对零部件的精度和质量要求也越来越高。例如,汽车的车载显示模组等,车载显示模组的最外层为车载盖板,车载盖板的尺寸非常大,通常为了模组贴合不产生气泡,故而会要求车载盖板的形拱保持在一定的标准范围内。但在实际生产过程中,往往存在各种因素导致车载盖板的形拱尺寸超出所需的标准范围,成为盖板不良品。而导致车载盖板的形拱尺寸超出所需的标准范围,主要原因是车载盖板在经过抛光磨削工艺后,车载盖板两侧面的钢化层深度差值超出了标准范围。
2、因此,就需要对车载盖板进行形拱返修操作,减少损耗。
技术实现思路
1、本发明的目的是克服现有技术中的不足之处,提供一种车载盖板形拱返修方法,实现对车载盖板进行返修操作,从而能够减少损耗。
2、本发明的目的是通过以下技术方案来实现的:
3、一种车载盖板形拱返修方法,包括:
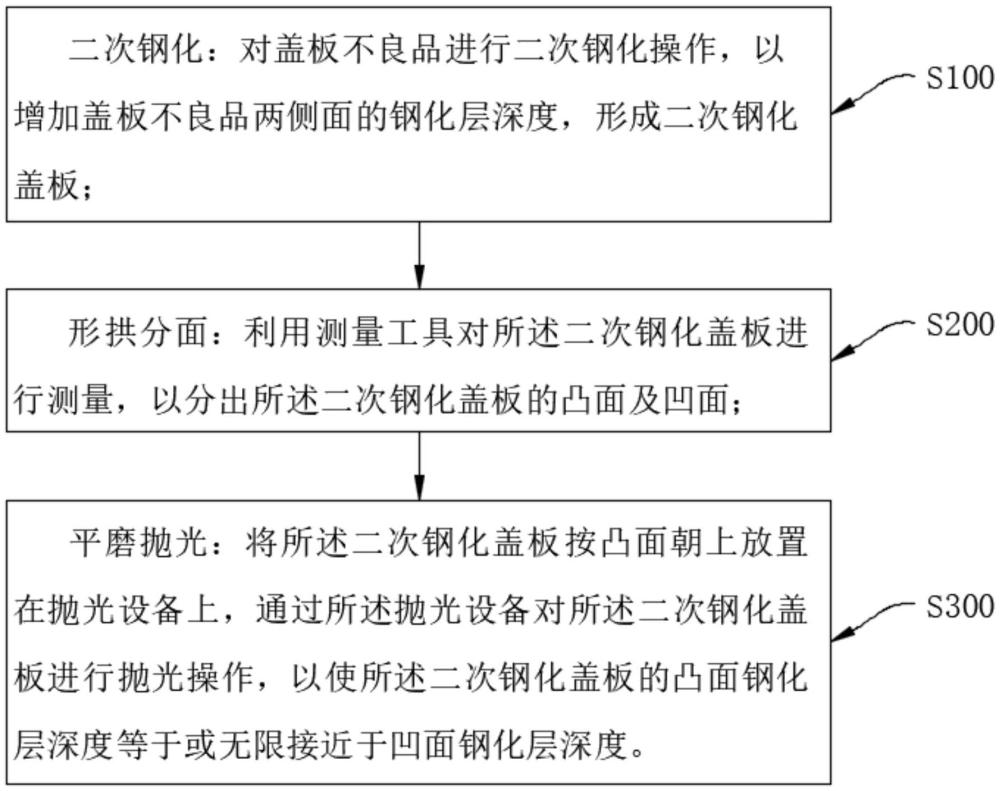
4、二次钢化:对盖板不良品进行进行二次钢化操作,以增加盖板不良品两侧面的钢化层深度,形成二次钢化盖板;
5、形拱分面:利用测量工具对所述二次钢化盖板进行测量,以分出所述二次钢化盖板的凸面及凹面;
6、平磨抛光:将所述二次钢化盖板按凸面朝上放置在抛光设备上,通过所述抛光设备对所述二次钢化盖板进行抛光操作,以使所述二次钢化盖板的凸面钢化层深度等于或无限接近于凹面钢化层深度。
7、在其中一个实施例中,所述测量工具为塞规,将所述二次钢化盖板放置于承载平台上,并将所述塞规插入所述承载平台与所述二次钢化盖板之间,以分出所述二次钢化盖板的凸面及凹面。
8、在其中一个实施例中,所述塞规的厚度等于车载盖板的形拱标准数值。
9、在其中一个实施例中,所述形拱标准数值小于或等于0.25mm。
10、在其中一个实施例中,所述塞规的厚度为0.25mm。
11、在其中一个实施例中,在所述平磨抛光步骤中,所述凸面钢化层的抛光去除量大于所述凹面钢化层的抛光去除量。
12、在其中一个实施例中,在所述平磨抛光步骤之后,所述车载盖板形拱返修方法还包括清洗:对所述二次钢化盖板进行清洗操作。
13、与现有技术相比,本发明至少具有以下优点:
14、本发明的车载盖板形拱返修方法通过对盖板不良品进行分别依次进行二次钢化、形拱分面及平磨抛光,从而将盖板不良品的形拱修复到标准范围内。如此,便可以实现对车载盖板进行返修操作,从而能够减少损耗。
技术特征:
1.一种车载盖板形拱返修方法,其特征在于,包括:
2.根据权利要求1所述的车载盖板形拱返修方法,其特征在于,所述测量工具为塞规,将所述二次钢化盖板放置于承载平台上,并将所述塞规插入所述承载平台与所述二次钢化盖板之间,以分出所述二次钢化盖板的凸面及凹面。
3.根据权利要求2所述的车载盖板形拱返修方法,其特征在于,所述塞规的厚度等于车载盖板的形拱标准数值。
4.根据权利要求3所述的车载盖板形拱返修方法,其特征在于,所述形拱标准数值小于或等于0.25mm。
5.根据权利要求4所述的车载盖板形拱返修方法,其特征在于,所述塞规的厚度为0.25mm。
6.根据权利要求1-5中任意一项所述的车载盖板形拱返修方法,其特征在于,在所述平磨抛光步骤中,所述凸面钢化层的抛光去除量大于所述凹面钢化层的抛光去除量。
7.根据权利要求1-5中任意一项所述的车载盖板形拱返修方法,其特征在于,在所述平磨抛光步骤之后,所述车载盖板形拱返修方法还包括:清洗:对所述二次钢化盖板进行清洗操作。
技术总结
本发明公开了一种车载盖板形拱返修方法,包括:二次钢化:对盖板不良品进行二次钢化操作,以增加盖板不良品两侧面的钢化层深度,形成二次钢化盖板;形拱分面:利用测量工具对二次钢化盖板进行测量,以分出二次钢化盖板的凸面及凹面;平磨抛光:将二次钢化盖板按凸面朝上放置在抛光设备上,通过抛光设备对二次钢化盖板进行抛光操作,以使二次钢化盖板的凸面钢化层深度等于或无限接近于凹面钢化层深度。本发明的车载盖板形拱返修方法通过对盖板不良品进行分别依次进行二次钢化、形拱分面及平磨抛光,从而将盖板不良品的形拱修复到标准范围内。如此,便可以实现对车载盖板进行返修操作,从而能够减少损耗。
技术研发人员:蒋水,张家添
受保护的技术使用者:信利光电股份有限公司
技术研发日:
技术公布日:2025/3/27
- 还没有人留言评论。精彩留言会获得点赞!