一种球墨铸铁管离心铸造用砂芯浸涂装置的制作方法
本发明涉及离心铸造球墨铸铁管承口砂芯夹取工装,具体涉及一种球墨铸铁管离心铸造用砂芯浸涂装置。
背景技术:
1、球墨铸铁管离心浇铸通常采用管模和套装于管模承口端的砂芯外部结构组成型腔,砂芯通常采用合脂砂或树脂砂在模腔内堆积而成。在砂芯成型后要经过多次的流转运输(如浸涂、管模上芯等),浸涂过程中需在砂芯外层涂覆一层耐火材料,避免砂芯在铸造过程中过早的失效。
2、现有技术中,公开了一种球墨铸铁管承口砂芯夹取装置及浸涂装置(申请号:202311442052.x;公布号:cn117463966a),在此技术方案中,利用工业机器人配合夹取工装,实现砂芯的翻转和浸涂。发明人在研究现有技术中发现,上述技术方案的台阶状结构在夹取中大型时(dn800以上铸管所需砂芯),由于梯台立面高度限制,抓取稳定性不足,另外在抓取过程中,尤其是中大型砂芯抓取过程中,由于作业节拍的限制,通常需要在一面完成安装,然后翻转浸涂,然后再在另一面安装,中大型砂芯的夹取节拍长,多组夹具对作业节拍影响大。同时,上述技术方案采用多驱动和直线限位实现浸涂仓的举升,举升过程中由于驱动的行程存在一定的差异,使整个举升机构产生一定的扭矩,影响举升效率和设备安全性。综上,现有技术中存在节拍、稳定性等多种问题。
3、所以亟需一种克服现有技术问题,适配中大型砂芯浸涂的装置。
技术实现思路
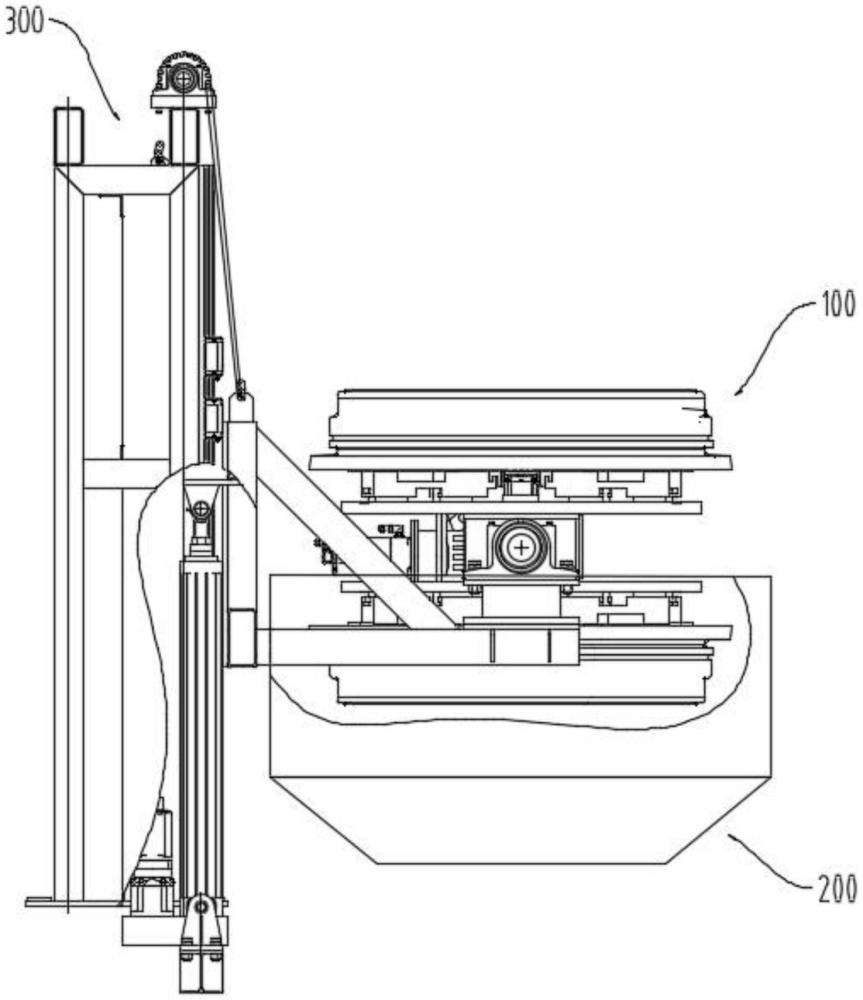
1、为克服现有技术中节拍和稳定性不良的问题,发明人采用一个翻转装置的技术方案,采用可调换夹具的形式,适应不同砂芯内壁的弧度,同时利用配重和单独举升驱动的形式,克服举升过程中扭矩的产生和提高举升效率,另外设计了一款快速离线换装结构,实现浸涂工装离线修整的快速拆卸和安装。本发明采用技术方案为:一种球墨铸铁管离心铸造用砂芯浸涂装置,包括:
2、砂芯;
3、浸涂仓,为盛有耐火涂料,浸涂所述砂芯的容器;
4、翻转组件,夹取、翻转、驱动所述砂芯进入所述浸涂仓内;
5、支撑组件,为支撑并为所述翻转组件提供动力的架体;
6、所述翻转组件包括:
7、抓盘;
8、两组所述抓盘背向、同轴心、间隔布置;
9、夹爪,为多爪的、放射状驱动装置,所述夹爪固定连接于所述抓盘中心;
10、夹具,为借助所述夹爪驱动,与所述砂芯内侧立面贴合的块体;
11、夹具组,顺次连续排列有多个所述夹具,并固定连接于所述夹爪的单个爪上;
12、所述夹具组数量与所述夹爪爪数匹配,并由所述夹爪直线驱动多个所述夹具与所述砂芯内侧立面贴合,固定所述砂芯;
13、两组所述抓盘之间固定连接有连接头;
14、翻转轴,为与所述支撑组件活动链接,并借助所述支撑组件驱动,可翻转的轴,所述翻转轴与所述连接头可拆卸连接。
15、进一步的,所述夹具组还包括:
16、夹面,为弧形的,与不同规格所述砂芯内侧弧度匹配的圆弧面;
17、所述夹具组中顺次排序的所述夹面从贴近到远离所述夹爪中心依次半径增大;
18、所述夹面在垂直方向设置有斜角,所述斜角使相邻所述夹具之间形成锥型的间隔缝,相邻所述夹具靠近所述夹爪一侧紧密贴合;
19、所述间隔缝的角度为一度至三度。
20、进一步的,
21、所述夹具为u型,所述u型底面与所述夹爪可拆卸连接。
22、进一步的,
23、所述翻转轴中部设有c型的连接槽;
24、所述连接头包括:
25、固定部,两组所述抓盘借助所述固定部固定连接,且装配时所述固定部垂直于所述抓盘的面,与所述连接槽内侧底面贴合;
26、连接部,凸出且固定连接于所述固定部与连接槽贴合的面;
27、锁定部,位于所述连接部的顶部,与所述连接槽配合,可拆卸连接所述连接头和翻转轴。
28、进一步的,
29、所述连接槽底部有孔,允许所述连接部穿过,并在所述连接槽外侧借助所述锁定部,使所述连接头和翻转轴可拆卸连接。
30、进一步的,
31、在所述连接槽底部外侧设有弹舌机构,所述锁定部靠近所述连接部一侧环向设置有凹槽,所述锁定部借助所述弹舌机构和凹槽的配合实现可拆卸连接。
32、进一步的,
33、所述翻转轴旋转过程中的轴心,在所述连接槽底部与固定部贴合的面内。
34、进一步的,所述支撑组件包括:
35、支撑架,为垂直设立的架体;
36、活动架,为l型架体,一侧与平行,一侧垂直,所述活动架垂直面与所述支撑架滑动连接,所述活动架水平面上活动连接所述翻转组件;
37、翻转驱动,位于所述活动架水平面上,驱动所述翻转组件;
38、举升驱动,驱动所述活动架垂直升降。
39、进一步的,
40、所述支撑架上还设置有举升配重;
41、所述举升配重的配重部分跨过所述支撑架与所述活动架铰接。
42、进一步的,
43、所述举升驱动位于所述活动架下侧中部;
44、所述举升驱动为气缸或油缸,且数量为一台。
45、本发明相对于现有技术的有益效果为:1)利用夹具组的排列组合,实现在线对不同规格砂芯夹取的换装;2)间隔缝的设置,实现不同弧度的夹具的密集排列;3)连接头的设计达到快速离线换装的目的,克服了在浸涂仓上部在线换装不便捷的问题;4)支撑组件克服了两个动力源,移动不同步的问题。5)本技术方案浸涂仓静止,克服了由于浸涂仓重量大,移动会造成液位检测元件、温度检测元件损坏,而浸涂仓在坑中,不易更换零部件的问题,提高装置稳定性。
技术特征:
1.一种球墨铸铁管离心铸造用砂芯浸涂装置,包括:
2.根据权利要求1所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,所述夹具组(130)还包括:
3.根据权利要求2所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,
4.根据权利要求1所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,
5.根据权利要求4所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,
6.根据权利要求5所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,
7.根据权利要求5所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,
8.根据权利要求1所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,所述支撑组件(300)包括:
9.根据权利要求8所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,
10.根据权利要求8所述球墨铸铁管离心铸造用砂芯浸涂装置,其特征在于,
技术总结
本发明涉及一种球墨铸铁管离心铸造用砂芯浸涂装置,包括:砂芯;浸涂仓;翻转组件;支撑组件;所述翻转组件包括:抓盘;两组所述抓盘背向、同轴心、间隔布置;夹爪,为多爪的、放射状驱动装置,所述夹爪固定连接于所述抓盘中心;夹具,为借助所述夹爪驱动,与所述砂芯内侧立面贴合的块体;夹具组,顺次连续排列有多个所述夹具,并固定连接于所述夹爪的单个爪上;两组所述抓盘之间固定连接有连接头;翻转轴,为与所述支撑组件活动链接,并借助所述支撑组件驱动,可翻转的轴,所述翻转轴与所述连接头可拆卸连接,有益效果为:利用夹具组的排列组合,实现在线对不同规格砂芯夹取的换装。
技术研发人员:李平军,李海培,胡桥木,谷兴海
受保护的技术使用者:新兴河北工程技术有限公司
技术研发日:
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!