一种100~200mm厚合金结构钢30CrMnSiA及其生产方法与流程
本发明属于特厚板生产领域,具体涉及一种100~200mm厚合金结构钢30crmnsia及其生产方法。
背景技术:
1、30crmnsia合金结构钢要求具有良好的淬透性,调质后有很高的强度和足够的韧性,良好的加工性,加工变形微小,抗疲劳性能好。适用于做砂轮轴,齿轮,链轮、活塞类零配件,以及汽车、飞机等各种特殊耐磨零配件,还可应用于航空航天。
2、近年来随着市场对此类特种钢的需求量不断增加,对其质量要求也日益提升,但目前公知的生产方式均是采用模铸或锻造,且需要单独的热处理才能满足产品质量要求,很难满足连续性批量化生产的需求。
3、中国专利cn118127415,公开了一种100-150mm厚度高强合金钢30crmnsi的生产方法,采用该方案不仅可以实现合金降本,而且可以获得满足使用要求的大厚度钢板,但其采用模铸的生产方法,对于该钢种的市场应用及推广仍存在一定的局限性。
4、又如中国专利cn102703825和cn102660712,分别公开了一种改进的30crmnsi钢的制备方法,其采用中频熔炼钢及合金,然后浇铸成标准的楔型和梯型试件毛坯,在840℃左右保温550~600s完成奥氏体化处理,再在180~300℃的温度下进行等温淬火或者不完全淬火,保温300s~500s后,再淬火至室温,才最终满足产品需求。成分设计中需要用到稀土元素,且生产工艺尤其是热处理工艺复杂,不利于生产过程控制。
5、鉴于此,特提出本发明。
技术实现思路
1、为改善上述技术缺陷,本发明的目的在于提供一种100~200mm厚合金结构钢30crmnsia,相较于现有技术大幅缩短生产周期、降低生产成本,便于钢板的批量生产。
2、本发明的另一目的是提供一种100~200mm厚合金结构钢30crmnsia的生产方法。
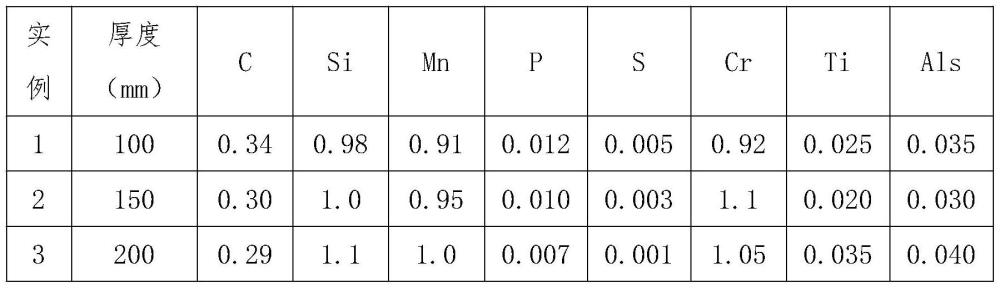
3、为达到上述目的,本发明采用的技术方案如下:一种100~200mm厚合金结构钢30crmnsia,包含如下质量百分比的化学成分:c:0.28~0.34、si:0.9~1.20、mn:0.80~1.00、p:≤0.012、s:≤0.005、cr:0.80~1.10,ti:0.015~0.035、als:≤0.050,其它为fe和残留元素。
4、与现有技术相比,通过加入细化晶粒的ti元素,来达到钢坯浇铸过程细化原始铸态晶粒,同时为后续钢板高温轧制过程内部晶粒进一步细化创造条件,最终实现钢板强度和冲击韧性提升的目的。
5、上述100~200mm厚合金结构钢30crmnsia的生产方法,包括控制轧制、控制冷却,具体如下:
6、1)控制轧制:采用二阶段轧制工艺,第一阶段开轧温度≥1050℃,利用钢坯温度高变形抗力小的特点,快速进入轧机进行轧制;控制单道次压下量>40mm,进而达到压合铸坯内部疏松、缩孔等缺陷的目的,同时细化钢板1/2厚度位置的晶粒,待轧至成品厚度的1.5~2倍时停轧待温;第二阶段采用均温轧制,开轧温度910~940℃,保证轧制过程钢板整体温度均匀,为后续钢板超快冷(在线淬火)后组织的均匀性提供保障,道次压下量10~25mm,累计压下率≥50%,为钢板内部组织的细化创造良好的前提条件,终轧温度850~900℃;
7、2)控制冷却:轧制完毕,钢板进入acc快速冷却,开冷温度≥830℃,终冷温度控制在280~350℃,钢板出acc快速矫直后,吊入缓冷工位,下面铺10~15块温度500~650℃钢板,上面再覆盖10~15块温度500~650℃钢板,堆冷时间≥48h;通过钢板快冷后的余温在堆垛缓冷过程达到自回火,从而代替传统的回火炉回火的目的。
8、采用该方案获得的钢板,其金相组织为70%~80%的马氏体、15%~25%的贝氏体、≤5%的铁素体,其屈服强度≥880mpa,抗拉强度≥1190mpa,洛氏硬度45~55hrc。
9、采用本发明的有益效果包括:在成分中引入ti达到细化铸坯原始晶粒的目的,同时为轧制过程中晶粒的进一步细化创造条件;轧制过程中,采用大压下轧制,消除芯部缺陷,解决大厚度钢板压缩比不足造成的组织不均问题,精轧阶段采用均温轧制的方法确保钢板内部组织的均匀性;采用在线淬火+堆垛缓冷的方式,代替传统的离线淬火+离线回火工艺,大幅缩短生产周期、降低生产成本,实现钢板的批量生产。
技术特征:
1.一种100~200mm厚合金结构钢30crmnsia,,其特征在于,包含如下质量百分比的化学成分:c:0.28~0.34、si:0.9~1.20、mn:0.80~1.00、p:≤0.012、s:≤0.005、cr:0.80~1.10,ti:0.015~0.035、als:≤0.050,其它为fe和残留元素;
2.根据权利要求1所述的100~200mm厚合金结构钢30crmnsia的生产方法,包括控制轧制、控制冷却,其特征在于:
技术总结
本发明公开了一种100~200mm厚合金结构钢30CrMnSiA及其生产方法,在成分中引入Ti达到细化铸坯原始晶粒的目的,同时为轧制过程中晶粒的进一步细化创造条件;轧制过程中,采用大压下轧制,消除芯部缺陷,解决大厚度钢板压缩比不足造成的组织不均问题,精轧阶段采用均温轧制的方法确保钢板内部组织的均匀性;采用在线淬火+堆垛缓冷的方式,代替传统的离线淬火+离线回火工艺。采用该方案获得的钢板的组织包括70%~80%的马氏体、15%~25%的贝氏体、≤5%的铁素体,其屈服强度≥880MPa,抗拉强度≥1190MPa,洛氏硬度45~55HRC,相较于现有技术大幅缩短生产周期、降低生产成本,便于钢板的批量生产。
技术研发人员:朱书成,袁永旗,李忠波,许少普,张涛,刘庆波,康文举,朱先兴,白艺博,李嘎子,任义
受保护的技术使用者:南阳汉冶特钢有限公司
技术研发日:
技术公布日:2025/2/27
- 还没有人留言评论。精彩留言会获得点赞!