一种在TRT叶片表面形成铁基耐磨涂层的方法及TRT叶片
本发明是关于激光涂覆,特别是关于一种在trt叶片表面形成铁基耐磨涂层的方法及trt叶片。
背景技术:
1、高炉煤气余压发电装置,简称trt,是把高炉炉顶废气所具有的压力能及热能转换成电能的机械装置。叶片是trt装置的关键部件之一,其工作环境恶劣,受力情况复杂,工作过程中极易产生疲劳破坏。如何有效地提高叶片表面硬度和耐磨性,从而提高叶片的寿命和工作可靠性是业内关注焦点之一。
2、现有技术cn117721455a公开了一种超高速激光熔覆制备高熵合金耐磨涂层的方法。该方法制备的耐磨涂层硬度较高并且耐磨性较好。但是我方研究发现,该方法仍存在缺陷:第一、该方法制备的耐磨涂层需要ni625合金制备的过渡层,以保证所形成的高熵合金耐磨层表面不存在裂纹。而在叶片表面形成合金层的厚度具有一定限制(例如如果膜层过厚,则由于界面结合力的限制,膜层与基体之间必然发生脱落等问题),ni625合金层本身不具备耐磨性,所以ni625合金层相当于浪费了本可以用于形成耐磨层的厚度,这导致该现有技术提出的trt叶片的寿命较低。第二、该方法仅可以形成一层耐磨层,一旦该耐磨层被磨穿,则叶片将马上失效,这也导致该现有技术的寿命较低。
技术实现思路
1、为实现上述目的,本发明提供了一种在trt叶片表面形成铁基耐磨涂层的方法,其特征在于,方法包括:
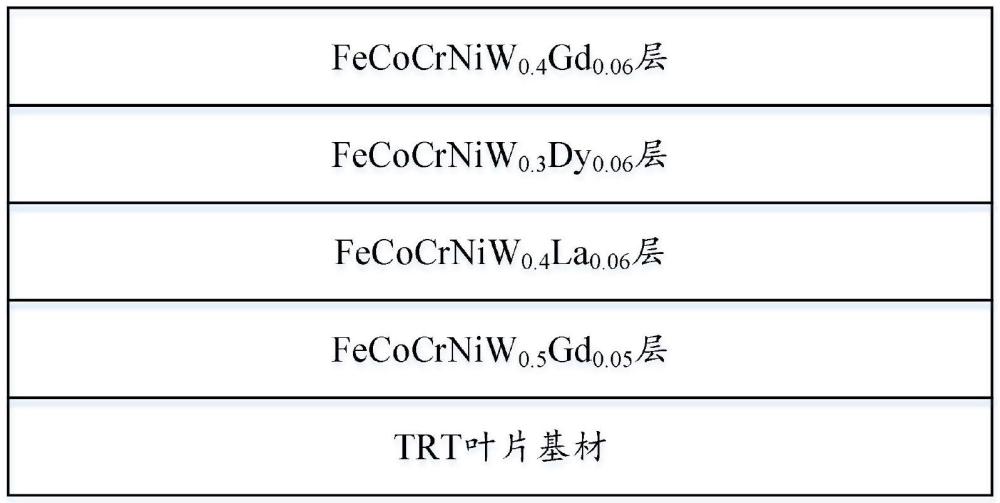
2、步骤s1:利用激光熔敷法在trt叶片表面形成fecocrniw0.5gd0.05层;
3、步骤s2:利用激光熔敷法在fecocrniw0.5gd0.05层表面形成fecocrniw0.4la0.06层;
4、步骤s3:利用激光熔敷法在fecocrniw0.4la0.06层表面形成fecocrniw0.3dy0.06层;
5、步骤s4:利用激光熔敷法在fecocrniw0.5gd0.05层表面形成fecocrniw0.4gd0.06层。
6、在一优选的实施方式中,用于形成fecocrniw0.5gd0.05层的原料的摩尔比为:fe:co:cr:ni:w:gd=1:1:1:1:0.5:0.05。
7、在一优选的实施方式中,用于形成fecocrniw0.4la0.06层的原料的摩尔比为:fe:co:cr:ni:w:la=1:1:1:1:0.4:0.06。
8、在一优选的实施方式中,用于形成fecocrniw0.3dy0.06层的原料的摩尔比为:fe:co:cr:ni:w:dy=1:1:1:1:0.3:0.06。
9、在一优选的实施方式中,用于形成fecocrniw0.4gd0.06层的原料的摩尔比为:fe:co:cr:ni:w:gd=1:1:1:1:0.4:0.06。
10、在一优选的实施方式中,步骤s1的激光熔敷工艺为:激光熔敷功率为1500-2000w,氩气流量为8l/min,熔敷过程中气体中的氧含量低于50ppm,扫描速度650-750mm/分,fecocrniw0.5gd0.05层的厚度为0.5-0.6mm。
11、在一优选的实施方式中,步骤s2的激光熔敷工艺为:激光熔敷功率为1200-1400w,氩气流量为8l/min,熔敷过程中气体中的氧含量低于50ppm,扫描速度750-850mm/分,fecocrniw0.4la0.06层的厚度为0.5-0.6mm。
12、在一优选的实施方式中,步骤s3的激光熔敷工艺为:激光熔敷功率为1200-1400w,氩气流量为8l/min,熔敷过程中气体中的氧含量低于50ppm,扫描速度750-850mm/分,fecocrniw0.3dy0.06层的厚度为0.5-0.6mm。
13、在一优选的实施方式中,步骤s4的激光熔敷工艺为:激光熔敷功率为1400-1800w,氩气流量为8l/min,熔敷过程中气体中的氧含量低于50ppm,扫描速度650-750mm/分,fecocrniw0.4gd0.06层的厚度为0.5-0.6mm。
14、本发明提供了一种具有表面铁基耐磨涂层的trt叶片,该trt叶片是由如前述的方法形成的。
15、与现有技术相比,本发明具有如下优点,现有技术制备的耐磨涂层需要过渡层,以保证所形成的高熵合金耐磨层表面不存在裂纹。而在叶片表面形成合金层的厚度具有一定限制,过渡层本身不具备耐磨性,所以过渡层相当于浪费了本可以用于形成耐磨层的厚度,这导致现有技术提出的trt叶片的寿命较低。此外,现有技术仅形成一层耐磨层,一旦该耐磨层被磨穿,则叶片将马上失效,这也导致该现有技术的寿命较低。本发明提出的方法可以克服现有技术的缺陷。
技术特征:
1.一种在trt叶片表面形成铁基耐磨涂层的方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其中,用于形成所述fecocrniw0.5gd0.05层的原料的摩尔比为:fe:co:cr:ni:w:gd=1:1:1:1:0.5:0.05。
3.根据权利要求2所述的方法,其中,用于形成所述fecocrniw0.4la0.06层的原料的摩尔比为:fe:co:cr:ni:w:la=1:1:1:1:0.4:0.06。
4.根据权利要求3所述的方法,其中,用于形成所述fecocrniw0.3dy0.06层的原料的摩尔比为:fe:co:cr:ni:w:dy=1:1:1:1:0.3:0.06。
5.根据权利要求4所述的方法,其中,用于形成所述fecocrniw0.4gd0.06层的原料的摩尔比为:fe:co:cr:ni:w:gd=1:1:1:1:0.4:0.06。
6.根据权利要求5所述的方法,其中,所述步骤s1的激光熔敷工艺为:激光熔敷功率为1500-2000w,氩气流量为8l/min,熔敷过程中气体中的氧含量低于50ppm,扫描速度650-750mm/分,所述fecocrniw0.5gd0.05层的厚度为0.5-0.6mm。
7.根据权利要求6所述的方法,其中,所述步骤s2的激光熔敷工艺为:激光熔敷功率为1200-1400w,氩气流量为8l/min,熔敷过程中气体中的氧含量低于50ppm,扫描速度750-850mm/分,所述fecocrniw0.4la0.06层的厚度为0.5-0.6mm。
8.根据权利要求7所述的方法,其中,所述步骤s3的激光熔敷工艺为:激光熔敷功率为1200-1400w,氩气流量为8l/min,熔敷过程中气体中的氧含量低于50ppm,扫描速度750-850mm/分,所述fecocrniw0.3dy0.06层的厚度为0.5-0.6mm。
9.根据权利要求8所述的方法,其中,所述步骤s4的激光熔敷工艺为:激光熔敷功率为1400-1800w,氩气流量为8l/min,熔敷过程中气体中的氧含量低于50ppm,扫描速度650-750mm/分,所述fecocrniw0.4gd0.06层的厚度为0.5-0.6mm。
10.一种具有表面铁基耐磨涂层的trt叶片,其特征在于,所述trt叶片是由如权利要求1-9之一所述的方法形成的。
技术总结
本发明公开了一种在TRT叶片表面形成铁基耐磨涂层的方法,方法包括:步骤S1:利用激光熔敷法在TRT叶片表面形成FeCoCrNiW<subgt;0.5</subgt;Gd<subgt;0.05</subgt;层;步骤S2:利用激光熔敷法在FeCoCrNiW<subgt;0.5</subgt;Gd<subgt;0.05</subgt;层表面形成FeCoCrNiW<subgt;0.4</subgt;La<subgt;0.06</subgt;层;步骤S3:利用激光熔敷法在FeCoCrNiW<subgt;0.4</subgt;La<subgt;0.06</subgt;层表面形成FeCoCrNiW<subgt;0.3</subgt;Dy<subgt;0.06</subgt;层;步骤S4:利用激光熔敷法在FeCoCrNiW<subgt;0.5</subgt;Gd<subgt;0.05</subgt;层表面形成FeCoCrNiW<subgt;0.4</subgt;Gd<subgt;0.06</subgt;层。
技术研发人员:贵永亮,徐连波,宋春燕,胡桂渊,龙海洋
受保护的技术使用者:华北理工大学
技术研发日:
技术公布日:2025/3/13
- 还没有人留言评论。精彩留言会获得点赞!