一种用于盘类齿轮平面磨削的定位工装的制作方法
本技术涉及机械加工,具体涉及一种用于盘类齿轮平面磨削的定位工装。
背景技术:
1、平面磨削托盘工装带有平面定位功能是平面磨削常用的保证零件加工精度的方法。对于盘类从动齿轮内孔双端面磨削,常规采用正、反磨削位置互为定位基准,以保证两端面磨削后平行度合格,但由于盘类齿轮的直径较大,以端面和内孔为基准磨削时,对齿跳进行检测会发现外圆齿跳较大,影响齿轮后续加工及装配,导致产品存在质量缺陷。
技术实现思路
1、本实用新型为了解决上述端面磨削后齿跳变大的技术问题,提供一种用于盘类齿轮平面磨削的定位工装。
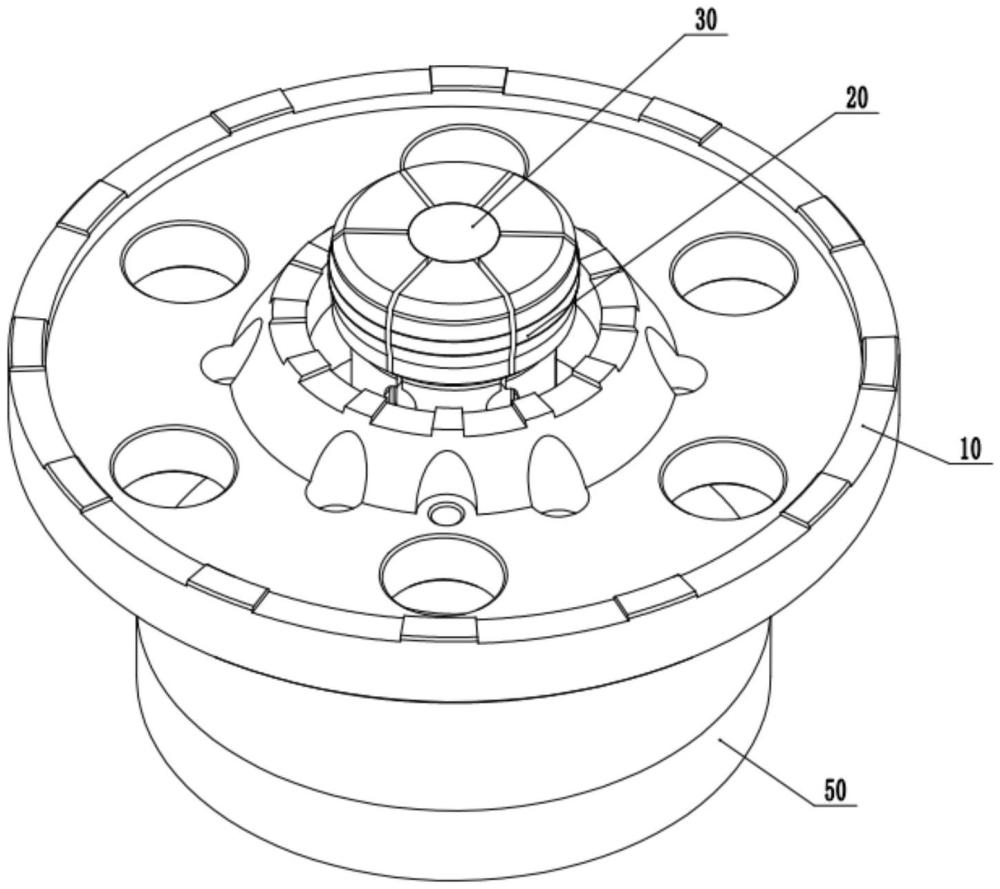
2、本实用新型解决上述技术问题的技术方案如下:一种用于盘类齿轮平面磨削的定位工装,包括定位盘、弹性胀套和支撑杆,所述弹性胀套安装在所述支撑杆上,所述定位盘上设有定位柱和定位环,所述定位柱上设有供所述弹性胀套穿过的通孔,所述弹性胀套用于与工件的内孔相适配,所述定位柱与所述定位环之间设有高度差,所述定位环支撑所述工件的外圆端面时,所述工件的内孔端面一与所述定位柱之间形成有间隙h,所述定位柱用于支撑所述工件的内孔端面二,所述内孔端面二与所述外圆端面位于所述工件的两侧。
3、本实用新型的有益效果是:将工件放置在定位盘上,通过定位环支撑工件的外圆端面进行定位,对工件另一侧的内孔端面二进行磨削加工,防止齿跳变动量过大,且磨削过程中,内孔端面一与定位柱之间形成有间隙,避免因两者接触而对磨削精度造成影响,然后通过定位柱支撑已加工的内孔端面二进行定位,对内孔端面一进行磨削加工,保证工件的正反两端面平行度的要求,该定位工装极大的改善了盘类齿轮端面磨削后偏心而导致齿跳过大的质量问题,提高了工件的加工精度。
4、在上述技术方案的基础上,本实用新型为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
5、进一步,所述定位柱和所述定位环上均设有多个周向设置的支撑凸起。
6、采用上述进一步技术方案的有益效果是,多个支撑凸起可增加定位盘与工件之间的摩擦力,提高对工件的支撑效果。
7、进一步,所述定位柱呈锥体。
8、采用上述进一步技术方案的有益效果是,锥体结构可增加定位柱的支撑强度,保证对工件的支撑效果。
9、进一步,所述定位柱的外沿上设有多个安装孔和多个定位孔。
10、进一步,所述定位柱与所述定位环之间的所述定位盘上设有多个减重孔,多个所述减重孔沿着所述定位柱周向设置。
11、采用上述进一步技术方案的有益效果是,通过设置定位孔实现对定位盘进行初步定位,降低装配难度,紧固件通过安装孔将该定位工装安装在设备上,保证其正常使用,通过设置减重孔去除多余材料,降低整体重量并方便将磨削产生的铁屑排出,避免影响加工精度。
12、进一步,所述间隙h的范围为:0mm<h≤0.6mm。
13、采用上述进一步技术方案的有益效果是,避免定位柱与内孔端面一接触而影响工件的加工精度,同时保证定位柱具有足够的高度以支撑内孔端面二,保证对工件稳定支撑。
14、进一步,所述弹性胀套包括定位段和过渡段,所述定位段位于所述弹性胀套的上端,所述定位段沿周向设有多个通孔一,所述过渡段沿周向设有多个通孔二,所述通孔一和所述通孔二连通且沿着所述弹性胀套轴向延伸,所述通孔一的宽度小于所述通孔二的宽度。
15、采用上述进一步技术方案的有益效果是,通过设置通孔一和通孔二,既能保证对工件稳定涨紧的效果,同时可提高弹性胀套的弹性,满足不同工件的涨紧需求,提高使用范围。
16、进一步,所述支撑杆的上端设有外锥体,所述弹性胀套上设有配合的内锥孔。
17、采用上述进一步技术方案的有益效果是,通过外锥体与内锥孔配合,保证弹性胀套安装的稳定性,且结构简单,安装方便。
18、进一步,所述支撑杆的下端设有底座。
19、采用上述进一步技术方案的有益效果是,增加支撑杆的支撑面积,提高支撑杆的稳定性。
技术特征:
1.一种用于盘类齿轮平面磨削的定位工装,其特征在于,包括定位盘(10)、弹性胀套(20)和支撑杆(30),所述弹性胀套(20)安装在所述支撑杆(30)上,所述定位盘(10)上设有定位柱(11)和定位环(13),所述定位柱(11)上设有供所述弹性胀套(20)穿过的通孔,所述弹性胀套(20)用于与工件(40)的内孔相适配,所述定位柱(11)与所述定位环(13)之间设有高度差,所述定位环(13)支撑所述工件(40)的外圆端面(41)时,所述工件(40)的内孔端面一(42)与所述定位柱(11)之间形成有间隙h,所述定位柱(11)用于支撑所述工件(40)的内孔端面二(43),所述内孔端面二(43)与所述外圆端面(41)位于所述工件(40)的两侧。
2.根据权利要求1所述的用于盘类齿轮平面磨削的定位工装,其特征在于,所述定位柱(11)和所述定位环(13)上均设有多个周向设置的支撑凸起(12)。
3.根据权利要求1所述的用于盘类齿轮平面磨削的定位工装,其特征在于,所述定位柱(11)呈锥体。
4.根据权利要求1或3所述的用于盘类齿轮平面磨削的定位工装,其特征在于,所述定位柱(11)的外沿设有多个安装孔(14)和多个定位孔(15)。
5.根据权利要求1所述的用于盘类齿轮平面磨削的定位工装,其特征在于,所述定位柱(11)与所述定位环(13)之间的所述定位盘(10)上设有多个减重孔(16),多个所述减重孔(16)沿着所述定位柱(11)周向设置。
6.根据权利要求1所述的用于盘类齿轮平面磨削的定位工装,其特征在于,所述间隙h的范围为:0mm<h≤0.6mm。
7.根据权利要求1所述的用于盘类齿轮平面磨削的定位工装,其特征在于,所述弹性胀套(20)包括定位段和过渡段,所述定位段位于所述弹性胀套(20)的上端,所述定位段沿周向设有多个通孔一(21),所述过渡段沿周向设有多个通孔二(22),所述通孔一(21)和所述通孔二(22)连通且沿着所述弹性胀套(20)的轴向延伸,所述通孔一(21)的宽度小于所述通孔二(22)的宽度。
8.根据权利要求1所述的用于盘类齿轮平面磨削的定位工装,其特征在于,所述支撑杆(30)的上端设有外锥体,所述弹性胀套(20)上设有配合的内锥孔。
9.根据权利要求1或8所述的用于盘类齿轮平面磨削的定位工装,其特征在于,所述支撑杆(30)的下端设有底座(50)。
技术总结
本技术涉及一种用于盘类齿轮平面磨削的定位工装,包括定位盘、弹性胀套和支撑杆,弹性胀套安装在支撑杆上,定位盘上设有定位柱和定位环,定位柱上设有供弹性胀套穿过的通孔,弹性胀套用于与工件的内孔相适配,定位柱与定位环之间设有高度差,定位环支撑所述工件的外圆端面时,工件的内孔端面一与所述定位柱之间形成有间隙h,定位柱用于支撑所述工件的内孔端面二,内孔端面二与外圆端面位于工件的两侧。通过定位环支撑工件的外圆端面进行定位,对工件另一侧的内孔端面二进行磨削加工,防止齿跳变动量过大,然后通过定位柱支撑已加工的内孔端面二进行定位,磨削内孔端面一,保证工件的正反两端面平行度的要求,提高了工件的加工精度。
技术研发人员:李辉,李晨,任培友,吴鹏飞,宋颖杰
受保护的技术使用者:山东上汽汽车变速器有限公司
技术研发日:20240116
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!