竹木料表面打磨装置的制作方法
本技术涉及竹筷加工,尤其涉及一种竹木料表面打磨装置。
背景技术:
1、竹木料具有表面打磨的需求,例如竹条在经过铣削制成竹筷胚料后,需要进行表面打磨,去除竹筷表面的毛刺;授权公告号为cn215036289u的中国专利公开了一种竹筷抛光装置,通过设置第一砂带机和第二砂带机对竹筷表面进行打磨抛光;由于砂带机需要质量两个转辊来支撑胀紧砂带,使砂带在转辊的带动下接触竹筷表面,达到打磨的目的,由于砂带在长时间使用后,容易磨损崩断,导致打磨效果降低,需要定期更换砂带,而砂带的更换操作极为繁琐,影响生产效率,而且砂带为软质的平面结构,并不适合加工需要仿形的异形竹木料。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种竹木料表面打磨装置,解决现有技术中通过砂带打磨竹筷造成砂带容易磨损需要经常更换导致的生产效率下降的问题。
2、为了解决上述技术问题,本实用新型采用的技术方案为:
3、竹木料表面打磨装置,包括:
4、机架;
5、竹木料定位机构,所述竹木料定位机构包括用于定位竹木料的定位部;
6、打磨筒,所述打磨筒可转动地连接于机架,所述打磨筒的圆周面电镀有金刚砂层,在某一状态下,打磨筒的圆周面与竹木料定位机构上定位的竹木料摩擦接触。
7、进一步,上述竹木料表面打磨装置结构中,所述竹木料为竹筷,打磨筒的圆周面与竹筷本体的圆周面摩擦接触。
8、进一步,上述竹木料表面打磨装置结构中,所述竹筷定位机构包括多个阵列分布的用于竹筷本体限位的限位槽。
9、进一步,上述竹木料表面打磨装置结构中,还包括:
10、驱动机构,所述驱动机构连接于机架,所述驱动机构与打磨筒传动连接,用于驱动打磨筒转动。
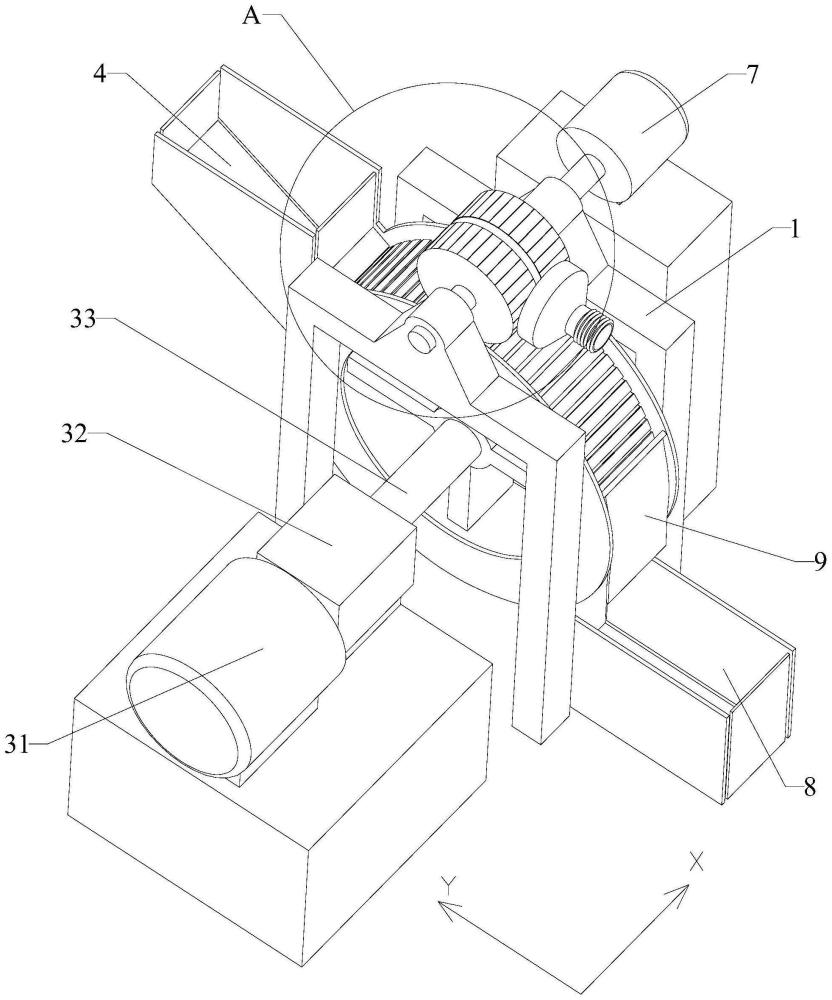
11、进一步,上述竹木料表面打磨装置结构中,所述竹木料定位机构包括圆筒架,所述圆筒架可转动地连接于机架,所述圆筒架的轴向为x向,所述圆筒架的圆周面圆周阵列有多个用于竹木料本体限位的限位槽;
12、所述打磨筒位于竹木料定位机构本体的上方,所述打磨筒的轴向为x向。
13、进一步,上述竹木料表面打磨装置结构中,所述打磨筒的圆周面设有用于仿形的凹凸结构。
14、进一步,上述竹木料表面打磨装置结构中,所述打磨筒的圆周面圆周阵列分布有多个沿x向设置的直线凹槽。
15、进一步,上述竹木料表面打磨装置结构中,还包括落料槽,所述落料槽连接于机架,所述落料槽位于圆筒架的y向侧,所述落料槽的下端与圆筒架的圆周面连通。
16、进一步,上述竹木料表面打磨装置结构中,所述竹木料为竹筷,还包括挡料板,所述挡料板连接于机架,所述挡料板与圆筒架的圆周面之间的间距小于竹筷的直径。
17、进一步,上述竹木料表面打磨装置结构中,还包括收集箱,所述收集箱位于圆筒架的y向反向侧的下方。
18、本实用新型的有益效果在于:通过设置表面电镀有金刚砂层的打磨筒代替现有砂带机用于竹木料的打磨,不再需要设计二个以上的转辊来胀紧支撑砂带,能够简化打磨装置的机械结构,且金刚砂层相比砂带更加耐磨,基本不会磨损节省了更换砂带所耗费的时间,提高了生产效率。
19、进一步,打磨筒为刚性材质,能够根据竹木料的异形仿形需求在打磨筒的表面设置凹凸部,克服了砂带无法适用于加工需要仿形的异形竹木料的问题。
20、进一步,通过设计特定结构及位置关系的圆筒架、落料槽、挡料板、打磨筒和收集箱等结构,实现了竹木料打磨的自动化作业。
技术特征:
1.竹木料表面打磨装置,其特征在于,包括:
2.根据权利要求1所述的竹木料表面打磨装置,其特征在于,所述竹木料为竹筷,打磨筒的圆周面与竹筷本体的圆周面摩擦接触。
3.根据权利要求2所述的竹木料表面打磨装置,其特征在于,所述竹木料定位机构包括多个阵列分布的用于竹筷本体限位的限位槽。
4.根据权利要求1所述的竹木料表面打磨装置,其特征在于,还包括:
5.根据权利要求1所述的竹木料表面打磨装置,其特征在于,所述竹木料定位机构包括圆筒架,所述圆筒架可转动地连接于机架,所述圆筒架的轴向为x向,所述圆筒架的圆周面圆周阵列有多个用于竹木料限位的限位槽;
6.根据权利要求1所述的竹木料表面打磨装置,其特征在于,所述打磨筒的圆周面设有用于仿形的凹凸结构。
7.根据权利要求1所述的竹木料表面打磨装置,其特征在于,所述打磨筒的圆周面圆周阵列分布有多个沿x向设置的直线凹槽。
8.根据权利要求5所述的竹木料表面打磨装置,其特征在于,还包括落料槽,所述落料槽连接于机架,所述落料槽位于圆筒架的y向侧,所述落料槽的下端与圆筒架的圆周面连通。
9.根据权利要求5所述的竹木料表面打磨装置,其特征在于,所述竹木料为竹筷,还包括挡料板,所述挡料板连接于机架,所述挡料板与圆筒架的圆周面之间的间距小于竹筷的直径。
10.根据权利要求5所述的竹木料表面打磨装置,其特征在于,还包括收集箱,所述收集箱位于圆筒架的y向反向侧的下方。
技术总结
本技术涉及竹筷加工技术领域,尤其涉及一种竹木料表面打磨装置;通过设置表面电镀有金刚砂层的打磨筒代替现有砂带机用于竹木料的打磨,不再需要设计二个以上的转辊来胀紧支撑砂带,能够简化打磨装置的机械结构,且金刚砂层相比砂带更加耐磨,基本不会磨损节省了更换砂带所耗费的时间,提高了生产效率。
技术研发人员:魏其林,魏其君
受保护的技术使用者:邵武市诚玮竹木制品厂(个体工商户)
技术研发日:20240124
技术公布日:2024/9/17
- 还没有人留言评论。精彩留言会获得点赞!