一种制动鼓浇注模具的制作方法
本技术涉及制动鼓生产设备,特别涉及一种制动鼓浇注模具。
背景技术:
1、制动鼓是制动系统中用以产生阻碍车辆运动或运动趋势制动力的部件,传统的制动鼓多为灰铸铁材质,其强度及使用寿命有限,且运行过程中易积存大量热量,而铁铁复合制动鼓则是对传统灰铸铁制动鼓的一种有效替代产品,铁铁复合制动鼓通常由两片或多片铁质制动鼓组成,通过铆钉或焊接等方式连接在一起,其相较于传统灰铸铁制动鼓具有更高的强度和更好的抗疲劳性能,能够更好地承受制动过程中产生的热量和应力,同时,由于铁铁复合制动鼓采用多片结构设计,能够减少制动时的热量积聚从而避免制动器过热的现象发生,铁铁复合制动鼓的生产过程多为模具浇注生产,在其生产过程中,一方面需要采用多个进火口以浇注铁水,同时为了降低铸件的缩松问题,需要设置2-3个发热冒口,单个发热冒口的成本为3-4元,且浇注完成后需要逐个砸掉冒口处的铸件凸出,工艺复杂且生产成本的浪费较多,另一方面,由于需要设置多个进火口和发热冒口,浇注完成的铸件需要磨掉多余部分,结合裕量铁水,会导致目前的工艺出品率仅有70%左右,造成铁水浪费而增大生产成本。
2、因此,如何降低制动鼓浇注生产过程中的生产成本及工艺难度,是本领域技术人员亟需解决的问题。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种制动鼓浇注模具,以降低制动鼓浇注生产过程中的生产成本及工艺难度。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种制动鼓浇注模具,包括:
4、造型腔,用于提供铁水浇注成型的腔体空间;
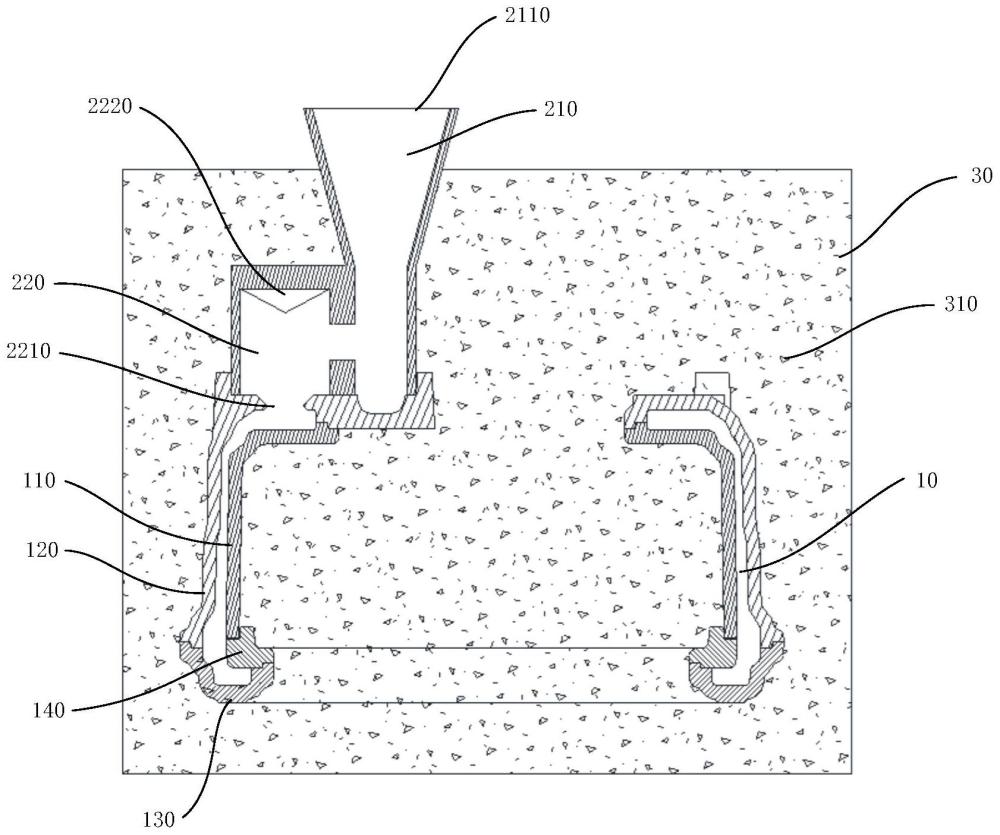
5、浇注部,包括浇口杯和储液室,所述浇口杯开设有加注口,所述浇口杯与所述储液室的侧壁开孔并连通,所述储液室的水平高度高于所述造型腔,且所述储液室的底部开设有与所述造型腔连通的进火口,所述储液室的侧壁仅开设有与所述浇口杯及所述造型腔连通的孔;
6、砂箱,包裹并支撑所述造型腔及所述浇注部,所述加注口伸出所述砂箱顶部。
7、优选地,在上述制动鼓浇注模具中,所述进火口的构型为在竖直方向上中间收缩、两端扩张的沙漏构型流道。
8、优选地,在上述制动鼓浇注模具中,所述进火口的收缩区域与所述造型腔之间的流道为竖直高度2mm-4mm的锥形构型。
9、优选地,在上述制动鼓浇注模具中,在竖直方向上,所述储液室高出所述造型腔50mm-150mm,所述浇口杯的顶部高于所述储液室的顶部50mm-100mm。
10、优选地,在上述制动鼓浇注模具中,所述储液室的顶部设置有倒三角构型、且尖端朝向所述进火口的砂锥。
11、优选地,在上述制动鼓浇注模具中,所述加注口为漏斗构型,且漏斗开口较大的一端伸出所述砂箱顶部。
12、优选地,在上述制动鼓浇注模具中,所述砂箱中填充钢丸并通过振动器振实。
13、优选地,在上述制动鼓浇注模具中,所述造型腔包括间隔设置的内壳和外壳,所述内壳和所述外壳的一侧为一体结构,另一侧通过圆环和底座卡紧连接。
14、优选地,在上述制动鼓浇注模具中,所述外壳的顶部设置有至少三个凸起高度为15mm-25mm的凸台,且其中一个所述凸台开设凹槽,所述浇注部卡接设置于所述凹槽内。
15、优选地,在上述制动鼓浇注模具中,所述浇口杯和所述储液室通过射芯机一体制成。
16、从上述技术方案可以看出,本实用新型提供的制动鼓浇注模具,包括造型腔、浇注部和砂箱,具体地,造型腔为供铁水流入浇注的腔体空间,其内部腔体结构根据制动鼓的结构需求进行设计,浇注部则用于供铁水进入造型腔,浇注部具体包括有浇口杯和储液室,浇口杯开设有供铁水倾倒的加注口,同时浇口杯与储液室的侧壁分别开孔并连通,以使得铁水能够在浇口杯中灌注到一定高度后流入储液室内,能够对铁水进行降速,使铁水更均匀地流入储液室,避免铁水直接冲入造型腔内而导致浇注不均匀的问题,储液室的水平高度高于造型腔,且储液室的底部开设有与造型腔连通的进火口,同时需要说明的是,储液室的侧壁仅开设有与浇口杯及造型腔连通的孔,其他区域为连续封闭结构,在进行铁水浇注时,仅需要将铁水从加注口位置倾倒,铁水即会流入储液室并经过进火口流入造型腔,并填充满造型腔并进行冷却成型,而储液室内则会存储后加入的高温铁水,同时储液室内的铁水会对造型腔内的铁水产生液压作用而压紧造型腔内的铁水,造型腔内的铁水在冷却过程中会先进行糊状凝固,即产生液、固并存、类似于水泥凝固的状态,并在糊状后再固化,在糊状凝固的过程中会在铸件最大截面、厚大部位、交叉大筋处及凸起等冷却速率较慢的位置产生热量集中,进而出现疏松、缩孔等缺陷,此时储液室内的高温铁水则会再次进入造型腔并对疏松位置进行补充,从而减少铸件的铸造缺陷;砂箱则用于包裹并支撑造型腔和浇注部,造型腔和浇注部均稳定设置于砂箱内,而加注口伸出砂箱顶部以使铁水能够直接通过加注口向造型腔内进行浇注;本实用新型提供的制动鼓浇注模具,通过浇注部承接铁水并通入造型腔内,浇注部设置有浇口杯与储液室,且浇口杯与储液室的侧壁开孔并连通,从而在铁水从加注口进入浇口杯后,对铁水的流动路径进行弯折处理而降低铁水流速,使得铁水能够更均匀稳定地流入储液室及后道的造型腔内,同时在铁水充满造型腔后,与造型腔连通且水平高度高于造型腔的储液室仍存储高温铁水,一方面能够对造型腔中的铁水施加压力而使得铁水冷却成型的过程更为紧密,另一方面在造型腔中的铁水出现疏松、缩孔等缺陷时,储液室中的高温铁水会再次进入造型腔而进行填补,进而减少了铸件的铸造缺陷,上述结构仅需设置单个进火口,且由于储液室的设置而无需如现有技术一样再设置多个发热冒口,减少了模具成本的同时无需后续磨掉多个发热冒口及进火口的铸件废料,降低了工艺难度,提升了铁水的工艺出品率。
技术特征:
1.一种制动鼓浇注模具,其特征在于,包括:
2.如权利要求1所述的制动鼓浇注模具,其特征在于,所述进火口(2210)的构型为在竖直方向上中间收缩、两端扩张的沙漏构型流道。
3.如权利要求2所述的制动鼓浇注模具,其特征在于,所述进火口(2210)的收缩区域与所述造型腔(10)之间的流道为竖直高度2mm-4mm的锥形构型。
4.如权利要求1所述的制动鼓浇注模具,其特征在于,在竖直方向上,所述储液室(220)高出所述造型腔(10)50mm-150mm,所述浇口杯(210)的顶部高于所述储液室(220)的顶部50mm-100mm。
5.如权利要求1所述的制动鼓浇注模具,其特征在于,所述储液室(220)的顶部设置有倒三角构型、且尖端朝向所述进火口(2210)的砂锥(2220)。
6.如权利要求1所述的制动鼓浇注模具,其特征在于,所述加注口(2110)为漏斗构型,且漏斗开口较大的一端伸出所述砂箱(30)顶部。
7.如权利要求1所述的制动鼓浇注模具,其特征在于,所述砂箱(30)中填充钢丸(310)并通过振动器振实。
8.如权利要求1所述的制动鼓浇注模具,其特征在于,所述造型腔(10)包括间隔设置的内壳(110)和外壳(120),所述内壳(110)和所述外壳(120)的一侧为一体结构,另一侧通过圆环(140)和底座(130)卡紧连接。
9.如权利要求8所述的制动鼓浇注模具,其特征在于,所述外壳(120)的顶部设置有至少三个凸起高度为15mm-25mm的凸台(1210),且其中一个所述凸台(1210)开设凹槽,所述浇注部(20)卡接设置于所述凹槽内。
10.如权利要求9所述的制动鼓浇注模具,其特征在于,所述浇口杯(210)和所述储液室(220)通过射芯机一体制成。
技术总结
本技术公开了一种制动鼓浇注模具,包括:造型腔,提供铁水浇注成型的腔体空间;浇注部,包括浇口杯和储液室,浇口杯开设加注口并与储液室的侧壁开孔并连通,储液室的水平高度高于造型腔,且储液室的底部开设有与造型腔连通的进火口,储液室的侧壁仅开设有与浇口杯及造型腔连通的孔;砂箱,包裹并支撑造型腔及浇注部,加注口伸出砂箱顶部。本技术通过造型腔提供制动鼓浇注的所需结构腔体,并通过浇注部进行铁水的浇注,浇口杯和储液室为铁水提供弯折的通路以使得铁水减速并均匀地流入造型腔,同时成型过程中储液室始终存储高温铁水以及时补充造型腔内铸件的疏松缩孔缺陷,无需设置发热冒口,降低浇注生产成本及工艺难度。
技术研发人员:周立刚,谭家俊,陈华伟,符启龙
受保护的技术使用者:河南恒久制动系统有限公司
技术研发日:20240131
技术公布日:2024/12/26
- 还没有人留言评论。精彩留言会获得点赞!