一种制造轴流风叶的可换镶块模具及其轴流风叶的制作方法
本技术涉及轴流风机领域,尤其涉及一种制造轴流风叶的可换镶块模具及其轴流风叶。
背景技术:
1、在需要换气的场合大多需要使用到轴流风机进行内外环境的换气工作,而轴流风机在转动时主要由风叶起到换气功能。市面上一般是通过压铸模来制造风叶,在压铸模的上模芯和下模芯中分别设置有叶片上成型槽和叶片下成型槽,上模芯和下模芯对合后就会使叶片上成型槽和叶片下成型槽对合形成一个完整的叶片成型槽,然后往叶片成型槽中充入金属溶液,等金属溶液在叶片成型槽中凝固后进行脱模,就能得到一个完整的风叶。但是这种压铸模具有一定的限制性,只能生产同规格的风叶,当需要生产不同直径的风叶时,需要更换整套模具,不仅降低了生产效率,而且增大了生产成本。
技术实现思路
1、本实用新型的目的是提供一种制造轴流风叶的可换镶块模具及其轴流风叶,通过更换不同规格的上镶块及下镶块就能用同一套模具生产不同直径的风叶。
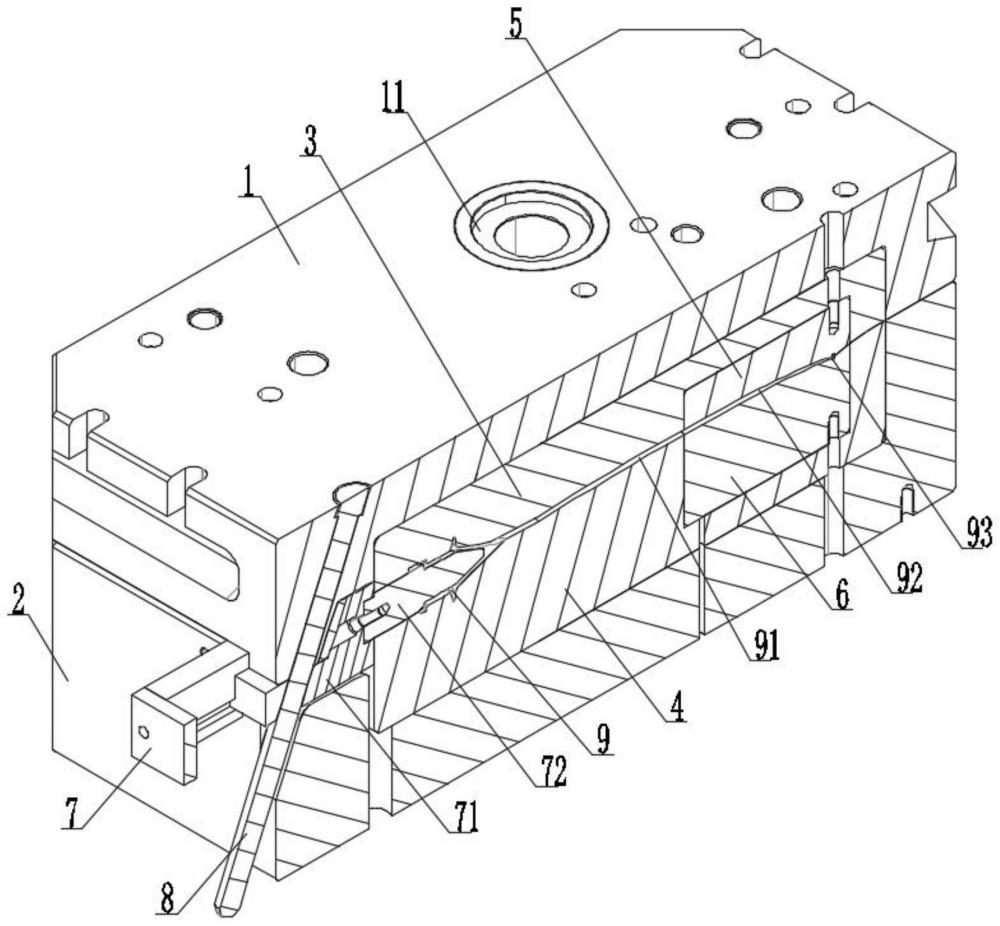
2、为实现上述目的,本实用新型所采用的技术方案是:一种制造轴流风叶的可换镶块模具,包括:动模及定模,在动模中设置有上模芯,在定模中设置有下模芯,在动模与上模芯之间设置有浇注口,在定模与下模芯之间设置有分流口,在上模芯中设置有上定位腔、上嵌合腔及叶柄上成型槽,在上定位腔中开设有第一叶片上成型槽,在上嵌合腔中卡设有可替换的上镶块,在每个上镶块的上密封面中均设置有第二叶片上成型槽,在第二叶片上成型槽远离第一叶片上成型槽的端部设置有翻边上成型槽,每个上镶块中的第二叶片上成型槽的长度均不同;在下模芯中设置有下定位腔、下嵌合腔及叶柄下成型槽,在下定位腔中设置有与分流口相连通的分流道以及与分流道相连通的第一叶片下成型槽,在下嵌合腔中卡设有可替换的下镶块,在每个下镶块的下密封面中均设置有第二叶片下成型槽,在第二叶片下成型槽远离第一叶片下成型槽的端部设置有翻边下成型槽,每个下镶块中的第二叶片下成型槽的长度均不同,在与叶柄下成型槽相对齐的定模的侧壁上开设有连接槽,在连接槽中设置有直线导轨,在直线导轨中滑动卡设有滑块封堵,在动模与滑块封堵之间设置有锁止机构。
3、进一步的,前述的一种制造轴流风叶的可换镶块模具,其中,所述锁止机构包括:锁杆,在动模上设置有上斜圆孔,锁杆固定在斜圆孔中并伸出于动模,锁杆伸出于动模的端部为弧形形状,在滑块封堵上开设有下斜圆孔,下斜圆孔的斜度与上斜圆孔的斜度相同,下斜圆孔与锁杆之间为间隙配合。
4、进一步的,前述的一种制造轴流风叶的可换镶块模具,其中,在脱模定位销的外侧壁上圆周均布有外角度定位槽。
5、进一步的,前述的一种制造轴流风叶的可换镶块模具,其中,在下定位腔中设置有若干与第一叶片下成型槽相连通的第一溢流槽,在下镶块的第二叶片下成型槽中设置有若干与第二叶片下成型槽相连通的第二溢流槽,在定模与下模芯之间设置有若干排气槽,每个第一溢流槽和第二溢流槽分别与一个排气槽相连通。
6、进一步的,前述的一种制造轴流风叶的可换镶块模具,其中,在上定位腔中设置有若干与第一叶片上成型槽相连通的第一引流槽,各第一引流槽分别与下定位腔中的分流道及第一溢流槽一一对应,在上镶块中设置有若干与第二叶片上成型槽相连通的第二引流槽,各第二引流槽分别与下镶块中的第二溢流槽一一对应。
7、进一步的,前述的一种制造轴流风叶的可换镶块模具,其中,在第二叶片下成型槽长度较大的下镶块上还设置有与分流道相连通的辅助流道,辅助流道与第二叶片下成型槽相连通。
8、进一步的,前述的一种制造轴流风叶的可换镶块模具,其中,在上模芯上对角设置有两个第一定位槽,在下模芯上对角设置有两个第一定位块。
9、进一步的,前述的一种制造轴流风叶的可换镶块模具,其中,在上镶块上设置有第二定位块,在下镶块上设置有第二定位槽。
10、上述的制造轴流风叶的可换镶块模具通过同步更换不同规格的上镶块及下镶块就能在一套模具中压铸出不同直径的风叶,不仅能够实现快速更换,而且还降低了生产成本。
11、通过所述的制造轴流风叶的可换镶块模具压铸成型的轴流风叶,包括:拱形叶段,在拱形叶段的顶部和底部分别设置有叶尖与叶根,在叶尖的顶部设置有翻边,在拱形叶段的左右两端分别设置有切风面及迎风面,切风面与迎风面之间通过圆弧形相切圆滑过渡,切风面和迎风面均与叶尖及叶根相连,切风面和迎风面与叶根之间均通过大r圆角连接,拱形叶段的宽度从叶根往叶尖方向渐窄,切风面往右凹陷呈曲线状,切风面为圆弧面,迎风面往右凸出呈曲线状,切风面的厚度比迎风面的厚度大,在叶根上设置有连接部。上述的轴流风叶结构稳定,具有聚风量大、噪音低等优点。
技术特征:
1.一种制造轴流风叶的可换镶块模具,包括:动模及定模,在动模中设置有上模芯,在定模中设置有下模芯,在动模与上模芯之间设置有浇注口,在定模与下模芯之间设置有分流口,其特征在于:在上模芯中设置有上定位腔、上嵌合腔及叶柄上成型槽,在上定位腔中开设有第一叶片上成型槽,在上嵌合腔中卡设有可替换的上镶块,在每个上镶块的上密封面中均设置有第二叶片上成型槽,在第二叶片上成型槽远离第一叶片上成型槽的端部设置有翻边上成型槽,每个上镶块中的第二叶片上成型槽的长度均不同;在下模芯中设置有下定位腔、下嵌合腔及叶柄下成型槽,在下定位腔中设置有与分流口相连通的分流道以及与分流道相连通的第一叶片下成型槽,在下嵌合腔中卡设有可替换的下镶块,在每个下镶块的下密封面中均设置有第二叶片下成型槽,在第二叶片下成型槽远离第一叶片下成型槽的端部设置有翻边下成型槽,每个下镶块中的第二叶片下成型槽的长度均不同,在与叶柄下成型槽相对齐的定模的侧壁上开设有连接槽,在连接槽中设置有直线导轨,在直线导轨中滑动卡设有滑块封堵,在动模与滑块封堵之间设置有锁止机构。
2.根据权利要求1所述的一种制造轴流风叶的可换镶块模具,其特征在于:所述锁止机构包括:锁杆,在动模上设置有上斜圆孔,锁杆固定在斜圆孔中并伸出于动模,锁杆伸出于动模的端部为弧形形状,在滑块封堵上开设有下斜圆孔,下斜圆孔的斜度与上斜圆孔的斜度相同,下斜圆孔与锁杆之间为间隙配合。
3.根据权利要求1所述的一种制造轴流风叶的可换镶块模具,其特征在于:在脱模定位销的外侧壁上圆周均布有外角度定位槽。
4.根据权利要求1所述的一种制造轴流风叶的可换镶块模具,其特征在于:在下定位腔中设置有若干与第一叶片下成型槽相连通的第一溢流槽,在下镶块的第二叶片下成型槽中设置有若干与第二叶片下成型槽相连通的第二溢流槽,在定模与下模芯之间设置有若干排气槽,每个第一溢流槽和第二溢流槽分别与一个排气槽相连通。
5.根据权利要求4所述的一种制造轴流风叶的可换镶块模具,其特征在于:在上定位腔中设置有若干与第一叶片上成型槽相连通的第一引流槽,各第一引流槽分别与下定位腔中的分流道及第一溢流槽一一对应,在上镶块中设置有若干与第二叶片上成型槽相连通的第二引流槽,各第二引流槽分别与下镶块中的第二溢流槽一一对应。
6.根据权利要求5所述的一种制造轴流风叶的可换镶块模具,其特征在于:在第二叶片下成型槽长度较大的下镶块上还设置有与分流道相连通的辅助流道,辅助流道与第二叶片下成型槽相连通。
7.根据权利要求1所述的一种制造轴流风叶的可换镶块模具,其特征在于:在上模芯上对角设置有两个第一定位槽,在下模芯上对角设置有两个第一定位块。
8.根据权利要求1所述的一种制造轴流风叶的可换镶块模具,其特征在于:在上镶块上设置有第二定位块,在下镶块上设置有第二定位槽。
9.采用权利要求1~8任意一项所述的一种制造轴流风叶的可换镶块模具压铸成型的轴流风叶,其特征在于:包括:拱形叶段,在拱形叶段的顶部和底部分别设置有叶尖与叶根,在叶尖的顶部设置有翻边,在拱形叶段的左右两端分别设置有切风面及迎风面,切风面与迎风面之间通过圆弧形相切圆滑过渡,切风面和迎风面均与叶尖及叶根相连,切风面和迎风面与叶根之间均通过大r圆角连接,拱形叶段的宽度从叶根往叶尖方向渐窄,切风面往右凹陷呈曲线状,切风面为圆弧面,迎风面往右凸出呈曲线状,切风面的厚度比迎风面的厚度大,在叶根上设置有连接部。
技术总结
本技术公开了一种制造轴流风叶的可换镶块模具及其轴流风叶,可换镶块模具包括:动模、定模、上模芯及下模芯,在上模芯中设置有第一叶片上成型槽、上嵌合腔及叶柄上成型槽,在上嵌合腔中卡设有可替换的上镶块,在每个上镶块中均设置有第二叶片上成型槽,在第二叶片上成型槽上设置有翻边上成型槽;在下模芯中设置有第一叶片下成型槽、下嵌合腔及叶柄下成型槽,在下嵌合腔中卡设有可替换的下镶块,在每个下镶块中均设置有第二叶片下成型槽,在第二叶片下成型槽上设置有翻边下成型槽,在与定模上滑动卡设有滑块封堵。通过同步更换不同规格的上镶块及下镶块就能压铸出不同直径、且具有聚风量大、噪音低的轴流风叶。
技术研发人员:陈文蔚
受保护的技术使用者:苏州前川机电有限公司
技术研发日:20240204
技术公布日:2024/10/24
- 还没有人留言评论。精彩留言会获得点赞!