一种步进式加热炉多坯型推钢自动定位系统的制作方法
本技术涉及轧钢领域,尤其涉及一种步进式加热炉多坯型推钢自动定位系统。
背景技术:
1、钢铁厂的来料钢坯宽度主要有150mm、220mm、260mm、300mm、350mm。钢坯入炉后由推钢机推正,推钢机依靠三个接近开关实现定位,三个接近开关所在位置主要针对三种钢坯宽度分别是150mm、260mm、350mm。在宽度300mm的钢坯入炉后推钢机只能依靠350mm接近开关实现定位推正,这样就会出现推钢机推出距离过长的问题,对于短的钢坯经常会被推倾斜或并钢,增加了步进式加热炉运行的不稳定性。同时接近开关受到推钢机推杆出风口的高温影响而经常损坏。
2、因此,需要针对性开发步进式加热炉多坯型推钢自动定位系统,提高步进式加热炉运行的稳定性,防止高温影响部件。
技术实现思路
1、实用新型目的:针对现有技术的不足与缺陷,本实用新型提供一种步进式加热炉多坯型推钢自动定位系统,解决步进式加热炉推钢机在多规格钢坯推出时因定位误差大造成悬臂梁上钢坯倾斜和高温区域检测元件易损坏的难题,提高了步进式加热炉运行的稳定性。
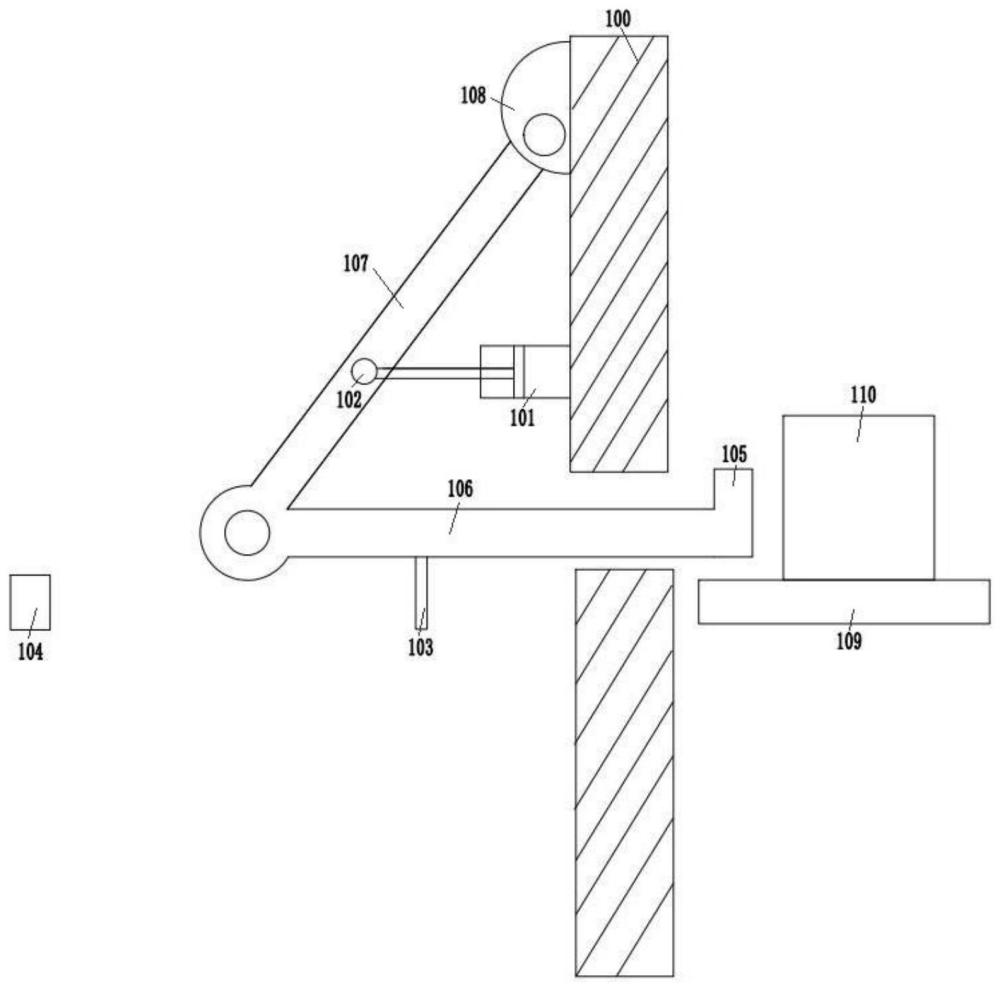
2、技术方案:本实用新型的一种步进式加热炉多坯型推钢自动定位系统,其特征在于:钢坯位于步进式加热炉入炉悬臂辊上,钢坯与推钢机推杆端部的推钢机推头对应,推钢机推杆底部设有与激光测距仪对应的推钢机激光测距位置挡板,推钢机推杆与推钢机摆臂、推钢机摆臂连接轴、步进式加热炉炉墙依次连接,步进式加热炉炉墙侧部通过推钢机液压缸与推钢机摆臂侧部连接。
3、其中,所述的步进式加热炉炉墙开设有用于推钢机推杆穿过的孔体。
4、其中,所述的推钢机液压缸通过推钢机液压活塞杆连接轴与推钢机摆臂侧部连接。
5、其中,所述的推钢机液压缸的液压活塞杆与推钢机液压活塞杆连接轴连接。
6、其中,所述的激光测距仪与外部的plc控制系统连接。
7、有益效果:与现有技术相比,本实用新型具有以下显著优点:本实用新型根据来料钢坯宽度和激光测距仪远距离测距功能实现对不同钢坯入炉后准确定位和推正功能,同时检测位置的变化和挡板二次隔离,有效解决了推钢机推杆炉口高温对电气元件的影响,从而提高了推钢机位置检测的可靠性,保证了推钢机的稳定运行。
技术特征:
1.一种步进式加热炉多坯型推钢自动定位系统,其特征在于:钢坯(110)位于步进式加热炉入炉悬臂辊(109)上,钢坯(110)与推钢机推杆(106)端部的推钢机推头(105)对应,推钢机推杆(106)底部设有与激光测距仪(104)对应的推钢机激光测距位置挡板(103),推钢机推杆(106)与推钢机摆臂(107)、推钢机摆臂连接轴(108)、步进式加热炉炉墙(100)依次连接,步进式加热炉炉墙(100)侧部通过推钢机液压缸(101)与推钢机摆臂(107)侧部连接。
2.根据权利要求1所述的步进式加热炉多坯型推钢自动定位系统,其特征在于:所述的步进式加热炉炉墙(100)开设有用于推钢机推杆(106)穿过的孔体。
3.根据权利要求1所述的步进式加热炉多坯型推钢自动定位系统,其特征在于:所述的推钢机液压缸(101)通过推钢机液压活塞杆连接轴(102)与推钢机摆臂(107)侧部连接。
4.根据权利要求3所述的步进式加热炉多坯型推钢自动定位系统,其特征在于:所述的推钢机液压缸(101)的液压活塞杆与推钢机液压活塞杆连接轴(102)连接。
5.根据权利要求1所述的步进式加热炉多坯型推钢自动定位系统,其特征在于:所述的激光测距仪(104)与外部的plc控制系统连接。
技术总结
本技术公开了一种步进式加热炉多坯型推钢自动定位系统,钢坯位于步进式加热炉入炉悬臂辊上,钢坯与推钢机推杆端部的推钢机推头对应,推钢机推杆底部设有与激光测距仪对应的推钢机激光测距位置挡板,推钢机推杆与推钢机摆臂、推钢机摆臂连接轴、步进式加热炉炉墙依次连接,步进式加热炉炉墙侧部通过推钢机液压缸与推钢机摆臂侧部连接。本技术解决步进式加热炉推钢机在多规格钢坯推出时因定位误差大造成悬臂梁上钢坯倾斜和高温区域检测元件易损坏的难题,提高了步进式加热炉运行的稳定性。
技术研发人员:余小勇
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:20240207
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!