一种砂型铸造合箱定位装置的制作方法
本技术涉及砂型铸造合箱领域,具体是一种砂型铸造合箱定位装置。
背景技术:
1、树脂砂手工造型铸造生产过程中,传统的合箱定位结构是使用金属箱锥或者砂箱锥,通常是在模型底板上固定箱锥座,通过填砂造型上、下箱时,使上、下箱砂型形成箱锥窝,合箱时在下箱砂型的箱锥窝中放入金属箱锥或者砂箱锥,上箱砂型的箱锥窝套入下箱箱锥,通过箱锥窝与箱锥配合,完成上、下箱砂型的定位。
2、这种上、下箱砂型的定位装置在合箱过程中,由于箱锥与箱锥窝之间容易发生摩擦、碰撞、挤压,使得箱锥与箱锥窝之间间隙增大,合箱时箱锥晃动、定位精度差,因此会经常造成上下箱错位。而且由于金属箱锥经过多次使用后,箱锥易磕碰、变形,需要再次新制箱锥,造成成本浪费,砂箱锥强度不够、合箱过程容易损坏、实用性不强。
技术实现思路
1、本实用新型提供了一种砂型铸造合箱定位装置,以解决现有技术砂型铸造合箱装置采用箱锥窝、箱锥配合实现合箱时存在的定位不准、上下箱容易错位的问题。
2、为了达到上述目的,本实用新型所采用的技术方案为:
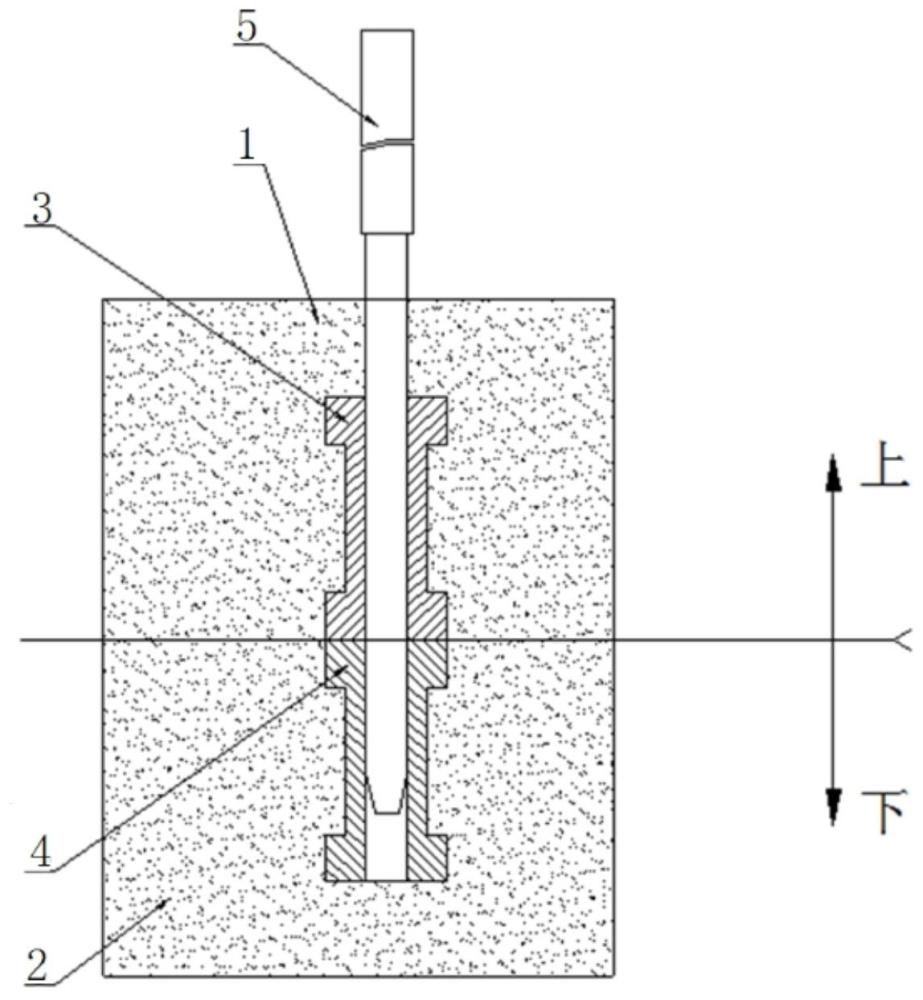
3、一种砂型铸造合箱定位装置,其特征在于,包括设于上箱砂型中的上箱箱锥、设于下箱砂型中的下箱箱锥,以及导向定位销;每个上箱箱锥、下箱箱锥中心均具有竖直的中心通孔,其中上箱箱锥的一端孔口位于上箱砂型底面,下箱箱锥的一端孔口位于下箱砂型顶面;所述上箱砂型和下箱砂型合箱时上箱箱锥、下箱箱锥位置对应,所述导向定位销从上箱砂型顶部向下插入至上箱砂型中并穿过上箱箱锥后导入至下箱箱锥中。
4、进一步的,所述导向定位销分别与上箱箱锥、下箱箱锥间隙配合。
5、进一步的,所述导向定位销与上箱箱锥的配合间隙、与下箱箱锥的配合间隙均为±0.1mm。
6、进一步的,所述导向定位销下端为圆锥台体,圆锥台体的圆心角度为5-10°。
7、进一步的,所述上箱箱锥、下箱箱锥、导向定位销均为铸铁或铸钢件。
8、本实用新型提供的一种砂型铸造合箱定位装置,在上、下箱砂型成型时分别向上、下箱内设置箱锥,在合箱时通过导向定位销穿入箱锥中实现定位,导向定位销和箱锥之间间隙配合并均为铸铁或铸钢成型材质加工而成,由此通过导向定位销、箱锥的精密配合,可以达到定位精确、解决上、下箱错位的问题,而且箱锥、导向定位销均可取出后重复利用、生产成本低。
9、综上所述,本实用新型能够提高砂型铸造合箱定位的平稳性,不仅结构简单、操作方便,而且能够防止挤砂、错位缺陷发生,保证了合箱时的定位精度,这种定位装置既能满足铸造生产,提高铸件质量,又能提高生产效率、降低成本。
技术特征:
1.一种砂型铸造合箱定位装置,其特征在于,包括设于上箱砂型中的上箱箱锥、设于下箱砂型中的下箱箱锥,以及导向定位销;每个上箱箱锥、下箱箱锥中心均具有竖直的中心通孔,其中上箱箱锥的一端孔口位于上箱砂型底面,下箱箱锥的一端孔口位于下箱砂型顶面;所述上箱砂型和下箱砂型合箱时上箱箱锥、下箱箱锥位置对应,所述导向定位销从上箱砂型顶部向下插入至上箱砂型中并穿过上箱箱锥后导入至下箱箱锥中。
2.根据权利要求1所述的一种砂型铸造合箱定位装置,其特征在于,所述导向定位销分别与上箱箱锥、下箱箱锥间隙配合。
3.根据权利要求2所述的一种砂型铸造合箱定位装置,其特征在于,所述导向定位销与上箱箱锥的配合间隙、与下箱箱锥的配合间隙均为±0.1mm。
4.根据权利要求1所述的一种砂型铸造合箱定位装置,其特征在于,所述导向定位销下端为圆锥台体,圆锥台体的圆心角度为5-10°。
5.根据权利要求1所述的一种砂型铸造合箱定位装置,其特征在于,所述上箱箱锥、下箱箱锥、导向定位销均为铸铁或铸钢件。
技术总结
本技术公开了一种砂型铸造合箱定位装置,包括设于上箱砂型中的上箱箱锥、设于下箱砂型中的下箱箱锥,以及导向定位销,上箱砂型和下箱砂型合箱时上箱箱锥、下箱箱锥位置对应,导向定位销从上箱砂型顶部向下插入至上箱砂型中并穿过上箱箱锥后导入至下箱箱锥中。本技术能够提高砂型铸造合箱定位的平稳性,能够防止挤砂、错位缺陷发生,保证了合箱时的定位精度。
技术研发人员:何龙
受保护的技术使用者:芜湖久弘重工股份有限公司
技术研发日:20240314
技术公布日:2025/1/28
- 还没有人留言评论。精彩留言会获得点赞!