一种阀体零件渗氮防护装置的制作方法
本技术属于表面处理,尤其涉及一种阀体零件渗氮防护装置。
背景技术:
1、渗氮是在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺,渗氮过程中,氮原子吸附到工件表面,并扩散渗入工件表层内,从而改变工件表层的化学成分和组织,能够获得优良的表面性能。
2、一种阀体零件的材质为40cr,属于合金结构钢,是一种装甲车传动系统中的重要零件,该阀体零件的上端设有外螺纹凸缘结构,外螺纹凸缘的外周设有m48×1.5的螺纹,依据设计要求,需要对该阀体零件除螺纹外进行表面渗氮处理。
3、因该阀体零件用辉光离子氮化炉进行渗氮处理,为保证零件的质量,需要考虑在氮化过程中对非渗氮面进行防渗保护,目前使用加工有内螺纹孔的圆环构件与该阀体零件的外螺纹凸缘配合来实现渗氮防护,但圆环构件和阀体零件徒手旋拧配合多有不便,逐个装入渗氮炉和取出也非常繁琐,工作效率低。
技术实现思路
1、本实用新型的目的是提供一种阀体零件渗氮防护装置,以解决阀体零件逐个装入渗氮炉内工作效率低的问题。本实用新型所采用的技术方案如下:
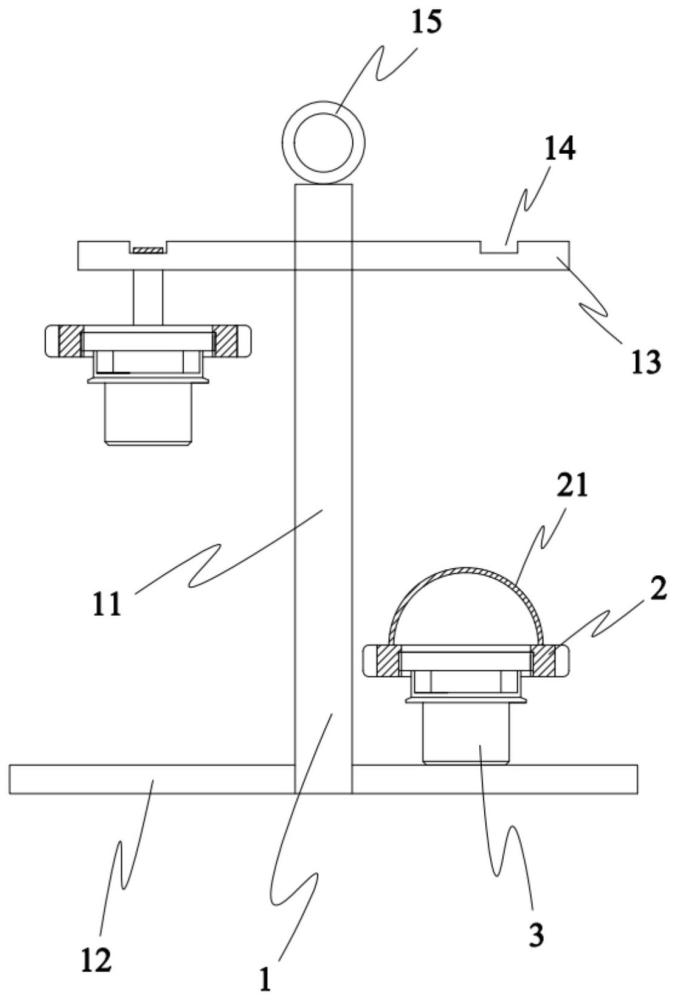
2、一种阀体零件渗氮防护装置,所述阀体零件的顶端设有外螺纹凸缘,包括吊装架和防护套,吊装架的上部设有若干吊杆,吊杆的上端面上开设有止滑槽,吊装架的底端设有阴极托盘,吊装架的顶端设有吊环,防护套的内孔上部为光孔、下部为内螺纹孔,且光孔的直径与内螺纹孔的螺纹小径相等对齐,防护套的上端设有吊带,若干防护套与若干阀体零件一一对应通过内螺纹孔与外螺纹凸缘配合,多个阀体零件置于阴极托盘上,多个阀体零件通过吊带与止滑槽配合一一对应挂在若干吊杆上。
3、进一步的,防护套的外周设有若干月牙扳手卡口。
4、进一步的,吊装架还包括立柱,阴极托盘为圆板构件,立柱的下端与阴极托盘的中央相连,若干吊杆的一端分别与立柱的上部外周相连。
5、进一步的,立柱为方柱构件,吊杆的数量为四个,四个吊杆分别对应设置在立柱的四周面上。
6、与现有技术相比,本实用新型的有益效果在于:
7、通过内螺纹孔与外螺纹凸缘配合实现防护套与阀体零件的连接,防护套覆盖住阀体零件的螺纹结构,将阀体零件摆放在阴极托盘上或挂在吊杆上,摆放整齐平稳,即可通过吊装架同时将多个需要进行渗氮处理的阀体零件装入渗氮炉内,或一次性将多个渗氮处理后的阀体零件由渗氮炉内取出,该防渗装置在氮化过程中安全、可靠、装拆便捷,大幅提高了生产效率。与阀体零件装配后密封效果好,氮化面未与其他平面贴合,在氮化过程中未发生任何漏渗问题,摆放和吊挂都平稳,较为安全可靠,装卸较为便捷,错层摆放设计增加生产效率,有效降低生产成本。制作较为容易、成本低,可根据实际产品尺寸更换相对应的配合尺寸。满足各类外螺纹阀体的防渗及控制要求。
技术特征:
1.一种阀体零件渗氮防护装置,所述阀体零件(3)的顶端设有外螺纹凸缘(31),其特征在于:包括吊装架(1)和防护套(2),吊装架(1)的上部设有若干吊杆(13),吊杆(13)的上端面上开设有止滑槽(14),吊装架(1)的底端设有阴极托盘(12),吊装架(1)的顶端设有吊环(15),防护套(2)的内孔上部为光孔(24)、下部为内螺纹孔(22),且光孔(24)的直径与内螺纹孔(22)的螺纹小径相等对齐,防护套(2)的上端设有吊带(21),若干防护套(2)与若干阀体零件(3)一一对应通过内螺纹孔(22)与外螺纹凸缘(31)配合,多个阀体零件(3)置于阴极托盘(12)上,多个阀体零件(3)通过吊带(21)与止滑槽(14)配合一一对应挂在若干吊杆(13)上。
2.根据权利要求1所述的一种阀体零件渗氮防护装置,其特征在于:防护套(2)的外周设有若干月牙扳手卡口(23)。
3.根据权利要求1或2所述的一种阀体零件渗氮防护装置,其特征在于:吊装架(1)还包括立柱(11),阴极托盘(12)为圆板构件,立柱(11)的下端与阴极托盘(12)的中央相连,若干吊杆(13)的一端分别与立柱(11)的上部外周相连。
4.根据权利要求3所述的一种阀体零件渗氮防护装置,其特征在于:立柱(11)为方柱构件,吊杆(13)的数量为四个,四个吊杆(13)分别对应设置在立柱(11)的四周面上。
技术总结
一种阀体零件渗氮防护装置,属于表面处理技术领域,本技术为了解决阀体零件逐个装入渗氮炉内工作效率低的问题。包括吊装架和防护套,吊装架的上部设有若干吊杆,吊杆的上端面上开设有止滑槽,吊装架的底端设有阴极托盘,吊装架的顶端设有吊环,防护套的内孔上部为光孔、下部为内螺纹孔,且光孔的直径与内螺纹孔的螺纹小径相等对齐,防护套的上端设有吊带,若干防护套与若干阀体零件一一对应通过内螺纹孔与外螺纹凸缘配合,多个阀体零件置于阴极托盘上,多个阀体零件通过吊带与止滑槽配合一一对应挂在若干吊杆上。本技术可通过吊装架同时将多个需要进行渗氮处理的阀体零件装入渗氮炉内装拆便捷,大幅提高了生产效率。
技术研发人员:孙岩,潘文东,孔令晶,王维朋,林茂森,李鹏,张宇坤
受保护的技术使用者:哈尔滨第一机械集团有限公司
技术研发日:20240315
技术公布日:2025/3/6
- 还没有人留言评论。精彩留言会获得点赞!