热浸锌带钢专用工装的制作方法
本技术属于热浸镀锌,尤其涉及热浸锌带钢专用工装。
背景技术:
1、热浸镀锌是一种常用的防腐蚀处理方法,通过将金属制品浸入熔化的锌液中,使其表面形成一层锌层,从而起到防腐蚀的作用。吊镀则是指将金属制品悬挂在镀锌槽中进行镀锌处理的方法,通常用于较大型的金属制品或批量生产的情况下。这种方法能够有效延长金属制品的使用寿命,提高其耐腐蚀性能。
2、热浸镀锌吊镀带钢行业生产中,通常把带钢用铁线编织成串状一次可以装挂几十片或近百片,然后吊挂到吊架上(几组或者十几组),由于带钢长且又窄又薄又软,这增加了热浸镀锌的难度。进行热浸镀锌后,需把钢带上的铁线剪掉,剪掉铁线的地方出现了锌瘤和铁线痕迹,还要用打磨喷漆的方式进行修复铁线在带钢上残留的痕迹。而且镀前编织和镀后剪铁线的工序,从而导致工作量加大,效率的降低、人工和材料成本的增高,还会造成质量的缺陷等一系列问题。
3、目前我公司已有电缆桥架热镀锌吊挂工装,如专利cn202222861352.9中公开的热镀锌吊挂工装,也有应用在光热发电镜场桁架热镀锌工艺中的定位工装,如cn202020736039.0中公开的桁架热镀锌工艺中的定位工装,但尚无专门的热浸锌带钢工装。
4、为此,我们提出来热浸锌带钢专用工装解决上述问题。
技术实现思路
1、本实用新型的目的是解决现有技术中,通过铁线编织成串的方式装挂带钢工作量大、效率低、人工和材料成本高还会造成质量的缺陷的问题,而提出的热浸锌带钢专用工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、热浸锌带钢专用工装,包括主梁,所述主梁的顶部安装有两个吊环,所述主梁的底部固定安装有多个等距分布的立柱,所述立柱的底端安装有水平设置的横梁,所述横梁两端均固定安装有垂直设置的安装板,两个所述安装板相向的一侧面均开设有插槽,所述插槽可拆卸安装有多个用于将带钢分隔放置的定位件。
4、优选的,所述定位件包括安装齿板和两个定位齿板,所述安装齿板和定位齿板沿厚度方向叠放并可以在长度方向侧滑,所述立柱上设置有用于控制两个定位齿板反向运动的控制机构。
5、优选的,所述定位齿板上开设有滑口,所述安装齿板上固定设置有贯穿滑口的锚固柱。
6、优选的,所述控制机构包括滑动设置于立柱内的两个控制杆,所述控制杆上开设有抵压槽,所述定位齿板侧壁固定设置有延伸至抵压槽内的抵压柱,两个所述控制杆之间螺纹连接有同一根双向螺杆,所述双向螺杆与立柱转动连接,所述双向螺杆上设置有两段螺旋方向相反的外螺纹,两个控制杆分别对应不同的外螺纹。
7、优选的,两个所述定位齿板的齿槽内均设置有三角凸点,并且两个定位齿板上的三角凸点位于对立侧。
8、优选的,所述安装板上纵向排布有多个定位孔,所述定位件两端开设有对应定位孔的插孔,所述定位孔内插接有贯穿插孔的插销。
9、优选的,所述立柱与主梁之间设置有斜拉杆。
10、优选的,还包括挡网,所述挡网与其中一端的立柱和横梁之间通过多根拉杆固定连接。
11、综上所述,本实用新型的技术效果和优点:
12、该热浸锌带钢专用工装,通过定位件对带钢进行批量安装,在吊镀时,可以更快速、更方便地安装带钢,节省了捆绑铁丝的时间和劳动力成本,提高了生产效率,减少铁线捆绑造成的锌瘤和划痕,有助于提高产品质量。
13、该热浸锌带钢专用工装,通过设置两个定位齿板与安装齿板配合,在带钢放置完成后,通过控制机构同步控制两个定位齿板反向运动,对位于安装齿板齿槽内的带钢进行侧向夹持,提高带钢的稳定性,确保带钢在镀锌槽中的位置固定,避免带钢在镀锌过程中移动或晃动,从而保证镀层的均匀性和质量,并且通过设置三角凸点,可以降低定位齿板与带钢的接触面,降低表面损伤以及形成锌瘤的风险,保护带钢的表面质量。
技术特征:
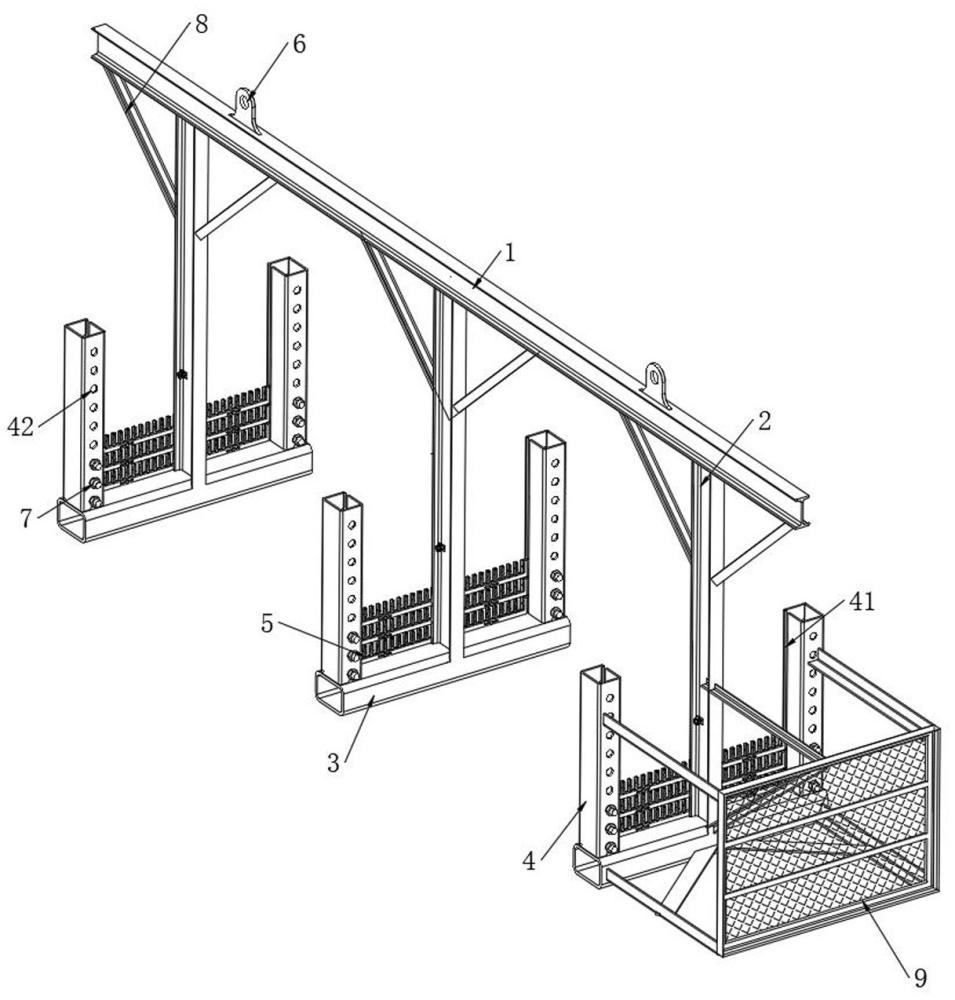
1.热浸锌带钢专用工装,包括主梁(1),所述主梁(1)的顶部安装有两个吊环(6),所述主梁(1)的底部固定安装有多个等距分布的立柱(2),其特征在于,所述立柱(2)的底端安装有水平设置的横梁(3),所述横梁(3)两端均固定安装有垂直设置的安装板(4),两个所述安装板(4)相向的一侧面均开设有插槽(41),所述插槽(41)可拆卸安装有多个用于将带钢分隔放置的定位件(5)。
2.根据权利要求1所述的热浸锌带钢专用工装,其特征在于,所述定位件(5)包括安装齿板(51)和两个定位齿板(52),所述安装齿板(51)和定位齿板(52)沿厚度方向叠放并可以在长度方向侧滑,所述立柱(2)上设置有用于控制两个定位齿板(52)反向运动的控制机构。
3.根据权利要求2所述的热浸锌带钢专用工装,其特征在于,所述定位齿板(52)上开设有滑口(53),所述安装齿板(51)上固定设置有贯穿滑口(53)的锚固柱(54)。
4.根据权利要求2所述的热浸锌带钢专用工装,其特征在于,所述控制机构包括滑动设置于立柱(2)内的两个控制杆(55),所述控制杆(55)上开设有抵压槽(56),所述定位齿板(52)侧壁固定设置有延伸至抵压槽(56)内的抵压柱(57),两个所述控制杆(55)之间螺纹连接有同一根双向螺杆(58),所述双向螺杆(58)与立柱(2)转动连接,所述双向螺杆(58)上设置有两段螺旋方向相反的外螺纹,两个控制杆(55)分别对应不同的外螺纹。
5.根据权利要求2所述的热浸锌带钢专用工装,其特征在于,两个所述定位齿板(52)的齿槽内均设置有三角凸点(59),并且两个定位齿板(52)上的三角凸点(59)位于对立侧。
6.根据权利要求2所述的热浸锌带钢专用工装,其特征在于,所述安装板(4)上纵向排布有多个定位孔(42),所述定位件(5)两端开设有对应定位孔(42)的插孔,所述定位孔(42)内插接有贯穿插孔的插销(7)。
7.根据权利要求1所述的热浸锌带钢专用工装,其特征在于,所述立柱(2)与主梁(1)之间设置有斜拉杆(8)。
8.根据权利要求1所述的热浸锌带钢专用工装,其特征在于,还包括挡网(9),所述挡网(9)与其中一端的立柱(2)和横梁(3)之间通过多根拉杆固定连接。
技术总结
本技术公开了热浸锌带钢专用工装,属于热浸镀锌技术领域,包括主梁,所述主梁的顶部安装有两个吊环,所述主梁的底部固定安装有多个等距分布的立柱,所述立柱的底端安装有水平设置的横梁,所述横梁两端均固定安装有垂直设置的安装板,两个所述安装板相向的一侧面均开设有插槽,所述插槽可拆卸安装有多个用于将带钢分隔放置的定位件。该热浸锌带钢专用工装,通过定位件对带钢进行批量安装,在吊镀时,可以更快速、更方便地安装带钢,节省了捆绑铁丝的时间和劳动力成本,提高了生产效率,减少铁线捆绑造成的锌瘤和划痕,有助于提高产品质量。
技术研发人员:张颖奇,张振毅,刘世伟,张伟军
受保护的技术使用者:甘肃林涛表面科技有限公司
技术研发日:20240402
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!