一种非转移旋转弧等离子热喷涂喷枪的制作方法
本技术涉及喷涂喷枪,具体涉及一种非转移旋转弧等离子热喷涂喷枪。
背景技术:
1、等离子热喷涂涂层技术是将需要涂层材料,如金属、陶瓷等,经过等离子能的热源加热使材料达到熔融或熔融状态并形成熔滴,快速喷射到设备零部件的表面,形成涂层,使零件表面具有耐磨、耐腐蚀、高硬度、绝缘等各种功能,达到零件表面改性、改质的目的。热喷涂技术诞生于1906年,经过长达一百多年的发展,由最初的简单的火焰线材喷枪加工金属涂层的单一类型,发展到现在的具有高功率、高速度、自动化等离子喷涂系统、超音速火焰喷涂系统、激光熔覆系统等,不但增强的涂层的性能,还从单一的金属涂层,发展到现在的金属涂层、合金涂层、金属陶瓷涂层、陶瓷涂层、聚合物涂层等多种类、多功能的涂层体系。如今热喷涂涂层技术已经应用在石油、化工、钢铁、造纸、航空、电力、半导体、平板显示器等各行各业,在各个行业的设备和零件表面发挥着不同的功能和作用。
2、但是现有的等离子热喷涂喷枪喷涂过程中,等离子流较分散、电弧控制不稳定,导致喷枪的输出功率不稳定,并且材料加热熔化不充分。
技术实现思路
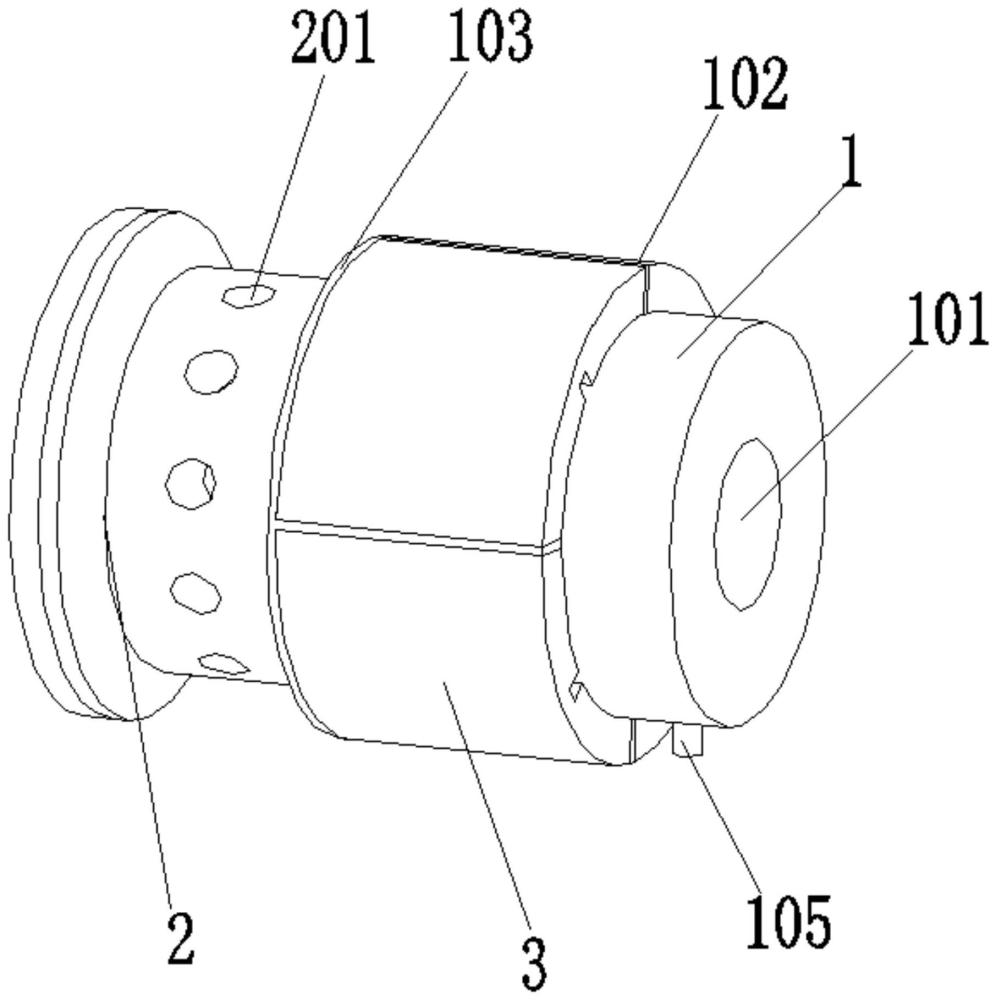
1、为了实现本实用新型的目的,本实用新型所采用的技术方案为:一种非转移旋转弧等离子热喷涂喷枪,包括:喷枪本体,所述喷枪本体配合有一分配环,所述喷枪本体设有一喷射口,所述分配环设有多个螺旋分气孔,所述喷枪本体外侧套设有电磁干预块,所述电磁干预块设于分配环与喷射口之间。
2、优选的,电磁干预块采用周向4块均分为90°的阳极块拼接而成。
3、优选的,喷枪本体外表面设有对阳极块进行导向的导向筋。
4、优选的,喷枪本体外表面设有与阳极块配合的圆形限位筋。
5、优选的,喷枪本体外表面与阳极块接触面设有多个胶口。
6、优选的,喷枪本体外表面设有进料口。
7、优选的,喷枪本体设有一锥状阴极。
8、与现有技术相比,本实用新型的有益效果是:
9、1.通过气体分配环将进气口的一束气体,通过多个螺旋分气孔将气体均匀分类,使得喷枪阴极周围等离子气体均匀分布,且将直通的气体通过小孔的角度,改变气体流方向,使气体在阴、阳极形成的腔室内行程涡旋旋转气流。
10、2.通过多个螺旋分气孔带动气体进入喷枪本体内,并通过外部电磁干预块的磁场干预,等离子流实现更加集中。
11、3.周向4块均分为90°的阳极块拼接而成的电磁干预块,通电产生电弧的位置一般发生在四个拼接的接触点,不仅可做到起弧位置可控,电弧稳定,还可以喷枪提高输出功率,使材料加热熔化更加充分。
技术特征:
1.一种非转移旋转弧等离子热喷涂喷枪,其特征在于,包括:喷枪本体,所述喷枪本体配合有一分配环,所述喷枪本体设有一喷射口,所述分配环设有多个螺旋分气孔,所述喷枪本体外侧套设有电磁干预块,所述电磁干预块设于分配环与喷射口之间。
2.根据权利要求1所述的非转移旋转弧等离子热喷涂喷枪,其特征在于,所述电磁干预块采用周向4块均分为90°的阳极块拼接而成。
3.根据权利要求2所述的非转移旋转弧等离子热喷涂喷枪,其特征在于,所述喷枪本体外表面设有对阳极块进行导向的导向筋。
4.根据权利要求2所述的非转移旋转弧等离子热喷涂喷枪,其特征在于,所述喷枪本体外表面设有与阳极块配合的圆形限位筋。
5.根据权利要求2所述的非转移旋转弧等离子热喷涂喷枪,其特征在于,所述喷枪本体外表面与阳极块接触面设有多个胶口。
6.根据权利要求1所述的非转移旋转弧等离子热喷涂喷枪,其特征在于,所述喷枪本体外表面设有进料口。
7.根据权利要求1所述的非转移旋转弧等离子热喷涂喷枪,其特征在于,所述喷枪本体内部设有一锥状阴极。
技术总结
本技术涉及一种非转移旋转弧等离子热喷涂喷枪,包括:喷枪本体,所述喷枪本体配合有一分配环,所述喷枪本体设有一喷射口,所述分配环设有多个螺旋分气孔,所述喷枪本体外侧套设有电磁干预块,所述电磁干预块设于分配环与喷射口之间。通过气体分配环将进气口的一束气体,通过多个螺旋分气孔将气体均匀分类,使得喷枪阴极周围等离子气体均匀分布,且将直通的气体通过小孔的角度,改变气体流方向,使气体在阴、阳极形成的腔室内行程涡旋旋转气流。
技术研发人员:王博,张维涛,李峰,孟祥林,孟祥瑞
受保护的技术使用者:保时来新材料科技(苏州)有限公司
技术研发日:20240506
技术公布日:2025/2/5
- 还没有人留言评论。精彩留言会获得点赞!