一种用滚珠丝杆轴端回火的设备的制作方法
本技术涉及滚珠丝杆加工,具体为一种用滚珠丝杆轴端回火的设备。
背景技术:
1、在现代精密机械和数控机床中,滚珠丝杆作为关键的传动部件,承担着将旋转运动转化为直线运动或将直线运动转化为旋转运动的重要功能。滚珠丝杆的性能直接影响着机床的定位精度、重复定位精度以及工作稳定性;
2、滚珠丝杆经过淬火回火处理后,虽然能够显著提高材料的强度、硬度和耐磨性,但过高的表面硬度往往导致在后续加工过程中,尤其是滚珠丝杆头部和尾部的再加工时,出现加工难度大、加工效率低、刀具磨损严重等问题,因此我们提出了一种用滚珠丝杆轴端回火的设备来解决上述问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种用滚珠丝杆轴端回火的设备,解决了上述背景技术中所提出的问题。
3、(二)技术方案
4、本实用新型为了实现上述目的具体采用以下技术方案:
5、一种用滚珠丝杆轴端回火的设备,包括设备主体,所述设备主体的前侧固定连接有升降机,所述设备主体的顶部固定连接有旋转主轴箱,所述旋转主轴箱的右侧设有气动卡盘,所述气动卡盘的右侧设有定位装置,所述定位装置固定连接与设备主体的顶部,所述设备主体的前侧设有控制箱,所述设备主体的顶部固定连接有安装板,所述安装板的一侧固定连接有感应器整合盘,所述感应器整合盘的前侧设有感应器,所述设备主体的顶部设有冷却装置。
6、进一步地,所述升降机的左侧固定连接有驱动电机。
7、进一步地,所述设备主体的前侧设有l形支架,所述l形支架的端部固定连接有安装块。
8、进一步地,所述安装块通过多个螺栓与设备主体螺纹连接,所述l形支架的另一端与控制箱的后侧固定连接。
9、进一步地,所述控制箱的前侧固定连接有触摸屏和多个控制按钮。
10、进一步地,所述设备主体和升降机的底部均设有多个调平机构。
11、(三)有益效果
12、与现有技术相比,本实用新型提供了一种用滚珠丝杆轴端回火的设备,具备以下有益效果:
13、本实用新型,通过手动将工件推入机体内部,使用气动卡盘可应对光杆和带沟槽丝杆,旋转主轴箱驱动气动卡盘旋转,有效解决无顶针孔,旋转问题,使用定位装置,根据回火长度要求,设定定位装置前进的距离,在设备主体运行接通时,定位装置运行至设定位置,手动将工件推至定位装置顶板处,定位装置得到接触到工件信号后,气动卡盘夹紧工件后,定位装置返回原位置,定位装置返回后,感应器整合盘整体移动,将感应器送至冷却装置处,进行冷却,由于感应器整合盘和定位装置程序联动,相对位置关系准确,可精准回火范围,从而有效的降低了滚珠丝杆淬火后再加工的难易程度,可以精准控制回火范围,确保不会因为回火导致滚珠丝杆的强度变低,通用范围大,可应对滚珠丝杆的不同规格。
技术特征:
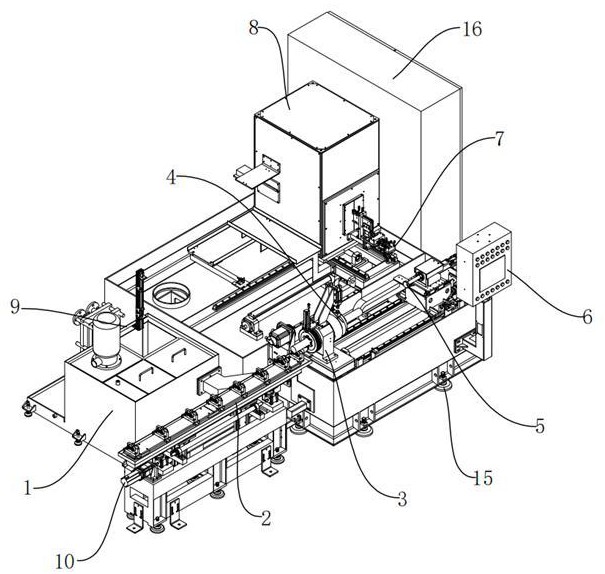
1.一种用滚珠丝杆轴端回火的设备,包括设备主体(1),其特征在于:所述设备主体(1)的前侧固定连接有升降机(2),所述设备主体(1)的顶部固定连接有旋转主轴箱(3),所述旋转主轴箱(3)的右侧设有气动卡盘(4),所述气动卡盘(4)的右侧设有定位装置(5),所述定位装置(5)固定连接与设备主体(1)的顶部,所述设备主体(1)的前侧设有控制箱(6),所述设备主体(1)的顶部固定连接有安装板(16),所述安装板(16)的一侧固定连接有感应器整合盘(8),所述感应器整合盘(8)的前侧设有感应器(7),所述设备主体(1)的顶部设有冷却装置(9)。
2.根据权利要求1所述的一种用滚珠丝杆轴端回火的设备,其特征在于:所述升降机(2)的左侧固定连接有驱动电机(10)。
3.根据权利要求1所述的一种用滚珠丝杆轴端回火的设备,其特征在于:所述设备主体(1)的前侧设有l形支架(11),所述l形支架(11)的端部固定连接有安装块(12)。
4.根据权利要求3所述的一种用滚珠丝杆轴端回火的设备,其特征在于:所述安装块(12)通过多个螺栓与设备主体(1)螺纹连接,所述l形支架(11)的另一端与控制箱(6)的后侧固定连接。
5.根据权利要求4所述的一种用滚珠丝杆轴端回火的设备,其特征在于:所述控制箱(6)的前侧固定连接有触摸屏(13)和多个控制按钮(14)。
6.根据权利要求1所述的一种用滚珠丝杆轴端回火的设备,其特征在于:所述设备主体(1)和升降机(2)的底部均设有多个调平机构(15)。
技术总结
本技术属于滚珠丝杆加工技术领域,尤其为一种用滚珠丝杆轴端回火的设备,包括设备主体,设备主体的前侧固定连接有升降机。本技术通过手动将工件推入机体内部,使用气动卡盘可应对光杆和带沟槽丝杆,旋转主轴箱驱动气动卡盘旋转,使用定位装置,根据回火长度要求,设定定位装置前进的距离,手动将工件推至定位装置顶板处,定位装置得到接触到工件信号后,气动卡盘夹紧工件后,定位装置返回原位置,定位装置返回后,感应器整合盘整体移动,将感应器送至冷却装置处,进行冷却,从而有效的降低了滚珠丝杆淬火后再加工的难易程度,可以精准控制回火范围,确保不会因为回火导致滚珠丝杆的强度变低,通用范围大,可应对滚珠丝杆的不同规格。
技术研发人员:王翔,陈连斌,王晖
受保护的技术使用者:盐城高周波热炼有限公司
技术研发日:20240704
技术公布日:2024/12/23
- 还没有人留言评论。精彩留言会获得点赞!