一种高紧凑性风冷柴油机缸盖的铸造方法
本发明属于金属熔炼铸造成型领域,尤其涉及一种高紧凑性风冷柴油机缸盖的铸造方法。
背景技术:
1、随着装备技术的发展,风冷柴油机升功率不断提高,风冷柴油机服役工况更加恶劣。在高紧凑性、高温、高压、高机械、高热负荷、高转速、高摩擦的服役工况条件下,对柴油机缸盖的散热性能和承载能力提出了非常高的要求。随着发动机功率密度的提升和结构布局的高紧凑性,缸盖的热负荷、机械负荷更加严苛,不仅需要缸盖材料具有良好的强韧性以及抗疲劳性能,而且对高紧凑风冷柴油机缸盖铸造成型提出了更高的要求,因此,在缸盖材料改进的基础上,对铸造成型工艺进行优化提升,以期提升高紧凑性风冷柴油机缸盖产品的性能,获得高质量、低成本的缸盖铸件。
2、铝合金缸盖铸件的发展过程,由最初的砂型铸造到外形金属型内腔砂芯成形的半金属型铸造再到低压铸造,金属型重力铸造和金属型低压铸造是最为常用的铝合金缸盖铸造工艺方法,在现今世界上绝大多数铝合金缸盖实际生产中,金属型重力铸造是被最为广泛应用的铸造工艺方法。采用重力浇铸机,金属液体在自身重力作用下通过浇注系统填充金属型模具,从而获得所需铸件。金属型重力铸造过程中,由于金属模具高导热性以及模具水冷系统的作用,铸件冷速较快,组织晶粒相对细小,力学性能较高。而且金属型重力铸造设备构造简单、可靠,操作维修简单灵活,相较于传统的压力浇铸和真空浇铸,重力浇铸机无需使用高压力和真空设备,减少了复杂性和能耗。
3、目前,由于风冷柴油机缸盖铸件的高紧凑化、精细化、薄壁化的发展趋势,对铸件性能要求也越来越高,尤其是对风冷缸盖散热叶片薄壁充型不足、薄壁结构处晶粒粗化、局部热结补缩、厚大部位凝固缓慢、易出现粗大晶粒,进而造成合金性能低的问题。
技术实现思路
1、本发明的目的是提供一种高紧凑性风冷柴油机缸盖的铸造方法,以解决传统重力金属型铸造工艺制备的缸盖薄壁充型不足、薄壁结构处晶粒粗化、局部热结补缩的问题。
2、本发明采用以下技术方案:一种高紧凑性风冷柴油机缸盖的铸造方法,包括:
3、步骤1:将rr350铝合金熔炼成液体并除渣除气后得到铝合金溶液;
4、步骤2:将铝合金溶液倒入预热后的金属模具中;
5、步骤3:将协同振动杆与超声波聚能器的超声波变幅杆的自由端相连接,进而将协同振动杆穿过金属模具的喷油孔插入金属模具内,使得金属模具内的铝合金溶液在超声波变幅杆和协同振动杆的带动下进行振动直至铝合金溶液完全凝固,以便铝合金溶液在凝固结晶时形成细小均匀的晶粒。
6、进一步地,协同振动杆包括:
7、协同杆,其横截面为方形,其外端与超声波聚能器的超声波变幅杆的自由端螺纹连接,其内端为斜面、并用于贴合在金属模具的喷油孔的外侧;
8、振动伸入杆,为柱状、且与金属模具的喷油孔形面贴合;振动伸入杆与协同杆同轴设置,振动伸入杆的固定端与协同杆的内端一体连接,其伸入端用于伸入金属模具内,并使铝合金溶液在超声波变幅杆和协同杆的带动下进行振动。
9、进一步地,步骤3中超声波变幅杆的振动频率为20~30khz、功率为2~3kw。
10、进一步地,步骤3中振动伸入杆的插入深度为50~60mm,插入角度为30°~60°。
11、进一步地,步骤1对rr350铝合金进行两次熔炼,两次熔炼的温度均为750±20℃,初次精炼时加入0.3~0.5%无机盐、4%~6%al-5ti-b;二次精炼时加入1%~2%无机盐。
12、进一步地,步骤2中金属模具的预热温度为250~280℃。
13、进一步地,步骤2将铝合金溶液倒入预热后的金属模具时在8~10s完成。
14、本发明的有益效果是:
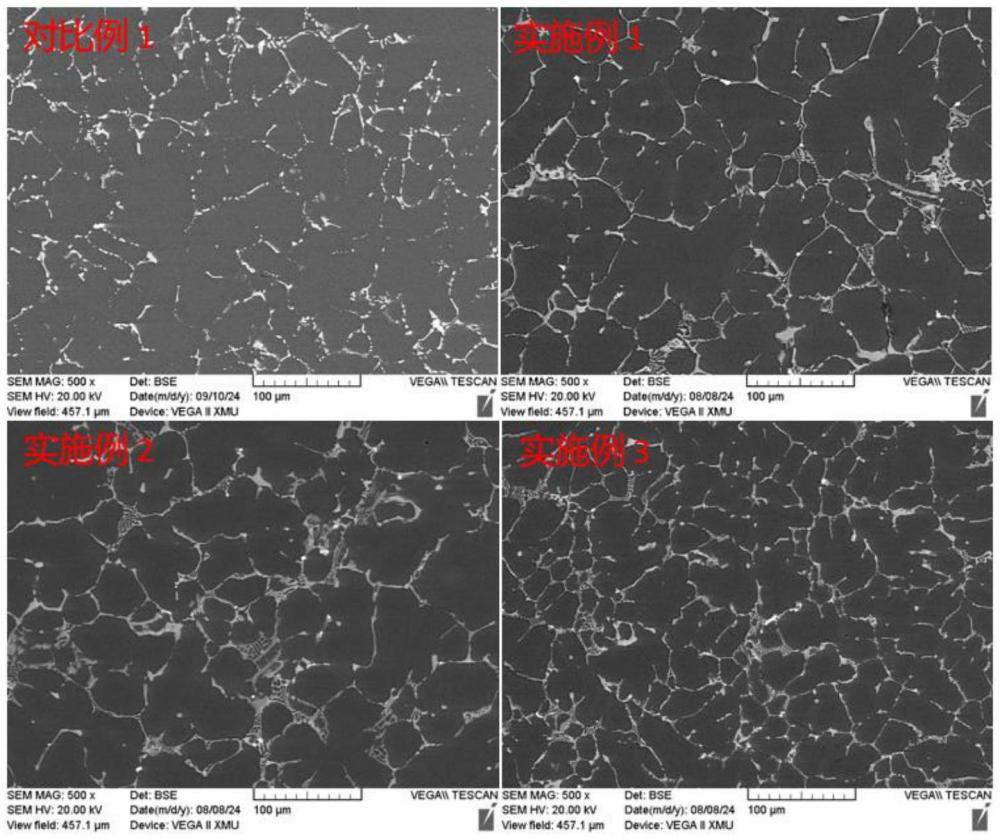
15、本发明将超声场引入缸盖浇铸模具中,在铸件凝固过程中施加超声波振动,根据模具的喷油孔的形状设计振动伸入杆;进而实现超声波振动模态对铸件薄壁充型困难位置凝固补缩,形成超声场和重力场耦合的多场辅助缸盖铸造成型工艺,促进补缩、降低针孔度,细化晶粒,提升铸件的成品率和性能;
16、本发明通过引入超声波,细化合金凝固过程中晶粒尺寸,相比于传统重力铸造,屈服强度提升15%,延伸率提升73%,降低了发动机缸盖开裂的风险;
17、本发明在浇铸过程中振动伸入杆在一定功率参数下带动金属模具的铝合金溶液实现超声振动,改变原有合金凝固特性,结晶时形成更细小、更均匀的晶粒和更优化的晶界,从而提高缸盖材料的强度和韧性,并在缸盖的典型结构部位形成一定的残余应力场,提高缸盖的整体刚度和稳定性并且具有一定补缩功能,降低气孔的出现,提高缸盖成品率,实现高紧凑性风冷柴油机缸盖多场辅助铸造成型。
技术特征:
1.一种高紧凑性风冷柴油机缸盖的铸造方法,其特征在于,包括:
2.根据权利要求1所述的一种高紧凑性风冷柴油机缸盖的铸造方法,其特征在于,所述协同振动杆包括:
3.根据权利要求1所述的一种高紧凑性风冷柴油机缸盖的铸造方法,其特征在于,步骤3中超声波变幅杆的振动频率为20~30khz、功率为2~3kw。
4.根据权利要求1所述的一种高紧凑性风冷柴油机缸盖的铸造方法,其特征在于,步骤3中所述振动伸入杆(2)的插入深度为50~60mm,插入角度为30°~60°。
5.根据权利要求1所述的一种高紧凑性风冷柴油机缸盖的铸造方法,其特征在于,步骤1对rr350铝合金进行两次熔炼,两次熔炼的温度均为750±20℃,初次精炼时加入0.3~0.5%无机盐、4%~6%al-5ti-b;二次精炼时加入1%~2%无机盐。
6.根据权利要求1所述的一种高紧凑性风冷柴油机缸盖的铸造方法,其特征在于,步骤2中金属模具的预热温度为250~280℃。
7.根据权利要求1所述的一种高紧凑性风冷柴油机缸盖的铸造方法,其特征在于,步骤2将铝合金溶液倒入预热后的金属模具时在8~10s完成。
技术总结
本发明公开了一种高紧凑性风冷柴油机缸盖的铸造方法,包括:步骤1:将RR350铝合金熔炼成液体并除渣除气后得到铝合金溶液;步骤2:将铝合金溶液倒入预热后的金属模具中;步骤3:将协同振动杆与超声波聚能器的超声波变幅杆的自由端相连接,进而将协同振动杆穿过金属模具的喷油孔插入金属模具内,使得金属模具内的铝合金溶液在超声波变幅杆和协同振动杆的带动下进行振动直至铝合金溶液完全凝固,以便铝合金溶液在凝固结晶时形成细小均匀的晶粒;本发明实现超声波振动模态对铸件薄壁充型困难位置凝固补缩,形成超声场和重力场耦合的多场辅助缸盖铸造成型工艺,促进补缩、降低针孔度,细化晶粒,提升铸件的成品率和性能。
技术研发人员:高培虎,陈白阳,郭巧琴,孙晨,程昊文,冉旭航
受保护的技术使用者:西安工业大学
技术研发日:
技术公布日:2025/4/7
- 还没有人留言评论。精彩留言会获得点赞!